

















 127 / 394
127 / 394

125
Art.
30 7425
Art.
30 7428
UGT
UGT
Z
3
Z
4
Z
4
d1
l2
d2
l1
l3
d1
l2
d2
l1
l3
Art.
d1 h10 r
l2 l3 l1 d2 Z
€
30 7428 0600 01 13
I
6,0 0,1
13
20
57 6 4
45,00
30 7428 0600 05 13
I
6,0 0,5
13
20
57 6 4
45,00
30 7428 0600 10 13
I
6,0 1,0
13
20
57 6 4
45,00
30 7428 0800 02 21
I
8,0 0,2
21
25
63 8 4
52,00
30 7428 0800 05 21
I
8,0 0,5
21
25
63 8 4
52,00
30 7428 0800 10 21
I
8,0 1,0
21
25
63 8 4
52,00
30 7428 1000 02 22
I
10,0 0,2
22
30
72 10 4
75,00
30 7428 1000 05 22
I
10,0 0,5
22
30
72 10 4
75,00
30 7428 1000 10 22
I
10,0 1,0
22
30
72 10 4
75,00
30 7428 1200 02 26
I
12,0 0,2
26
36
83 12 4
103,00
30 7428 1200 05 26
I
12,0 0,5
26
36
83 12 4
103,00
30 7428 1200 10 26
I
12,0 1,0
26
36
83 12 4
103,00
30 7428 1600 05 36
I
16,0 0,5
36
42
92 16 4
185,00
30 7428 1600 10 36
I
16,0 1,0
36
42
92 16 4
185,00
30 7428 1600 20 36
I
16,0 2,0
36
42
92 16 4
185,00
30 7428 2000 05 41
I
20,0 0,5
41
55
104 20 4
265,00
30 7428 2000 10 41
I
20,0 1,0
41
55
104 20 4
265,00
30 7428 2000 20 41
I
20,0 2,0
41
55
104 20 4
265,00
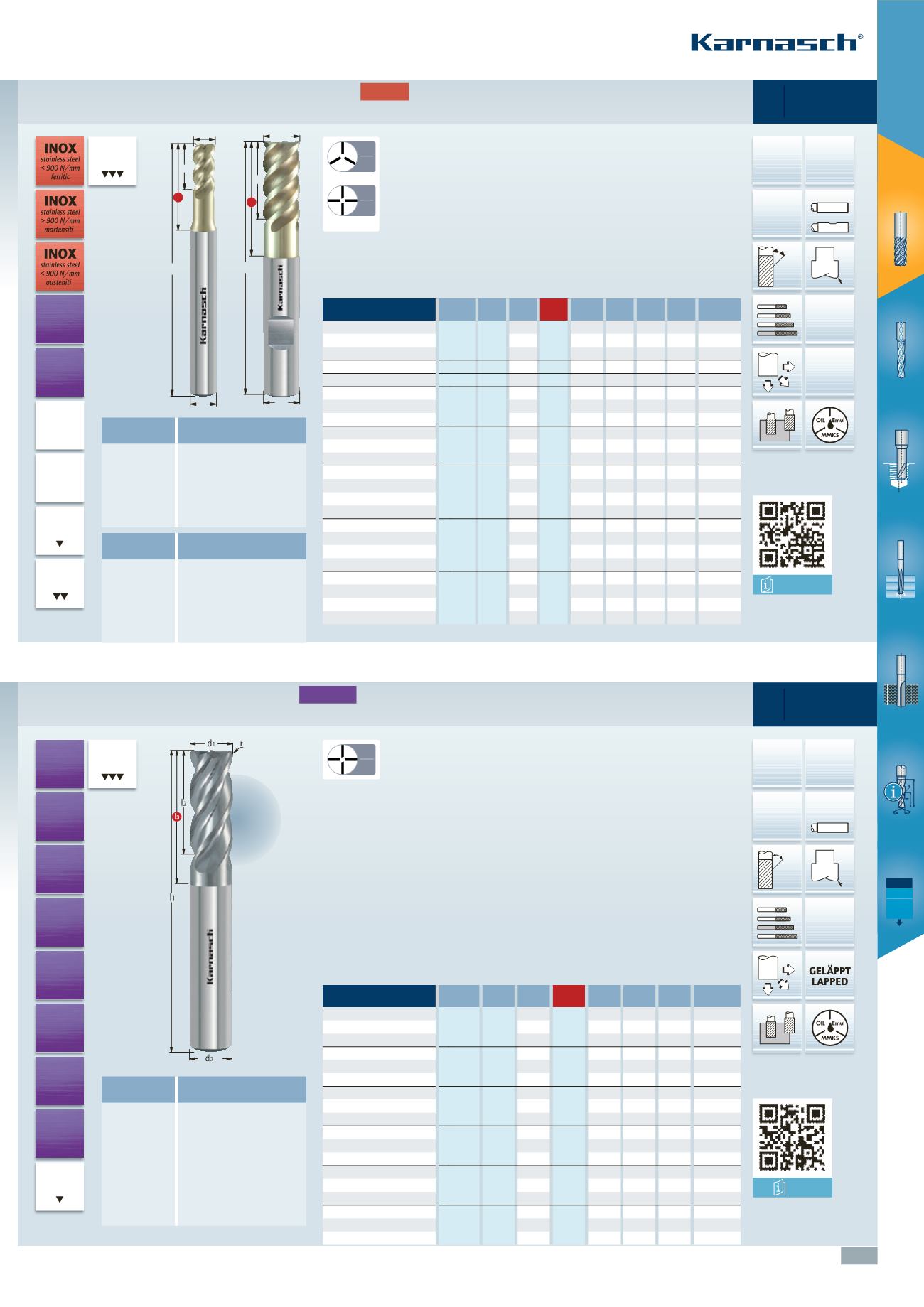
310-313 329SCHAFTFRÄSER · END MILLS
VHM-Schaftfräser „GOLDWIN” mit Eckenradius für
INOX
2.1 – 2.2 – 2.3 – 2.4 – 4.1 – 4.2 – 4.3 – 5.1 – 5.2 – 5.3
Solid carbide end mills “GOLDWIN” with corner radius for
High-Performance VHM-Schaftfräser, für
TITAN
4.1 – 4.2 – 4.3 – 5.1 - 5.2 - 5.3
High performance solid carbide end mills for titanium
MICRO
GRAIN
CLEAN
DIN
6527 L
SPEZIAL
DIN6535/FormHA
DIN6535/FormHB
50
°
HSC
HPC
Tcx
3
r
MICRO
GRAIN
CLEAN
DIN
6527 L
SPEZIAL
DIN 6535
Form HA
36
°
HSC
HPC
r
NI-CO
ALLOYS
> 900 N/mm
TITAN
GRADE
2
NI-ALLOYS
< 900 N/mm
TITAN
GRADE 3
c
TITAN
< 1200
N/mm
c
TITAN
GRADE
1
TITAN
Schruppen
roughing
Schruppen
roughing
TITAN
GRADE
12
Schrupp-
schlicht
semifinishing
Schlichten
finishing
Schlichten
finishing
kurz-
spanend
short chip
TITAN
GRADE 4
lang-
spanend
long chip
TITAN
GRADE 5
Art.
d1 h9 rp l2 l3 d2 h5 d3 l1 Z
€
30 7425 0200 020 04
I
2 0,2
4
9
6 1,8 57 3
63,00
30 7425 0300 030 06
I
3 0,3
6
12
6 2,8 57 3
62,00
30 7425 0400 050 08
I
4 0,5
8
16
6 3,8 57 3
59,00
30 7425 0500 050 10
I
5 0,5
10
16
6 4,8 57 3
60,00
30 7425 0600 050 12
I
6 0,5
12
21
6 5,8 57 4
58,00
30 7425 0800 050 16
I
8 0,5
16
27
8 7,7 63 4
64,00
30 7425 0800 100 16
I
8 1,0
16
27
8 7,7 63 4
64,00
30 7425 0800 200 16
I
8 2,0
16
27
8 7,7 63 4
64,00
30 7425 1000 050 20
I
10 0,5
20
32
10 9,6 72 4
85,00
30 7425 1000 100 20
I
10 1,0
20
32
10 9,6 72 4
85,00
30 7425 1000 200 20
I
10 2,0
20
32
10 9,6 72 4
85,00
30 7425 1200 050 24
I
12 0,5
24
36
12 11,5 83 4
108,00
30 7425 1200 100 24
I
12 1,0
24
36
12 11,5 83 4
108,00
30 7425 1200 200 24
I
12 2,0
24
36
12 11,5 83 4
108,00
30 7425 1200 300 24
I
12 3,0
24
36
12 11,5 83 4
108,00
30 7425 1600 050 32
I
16 0,5
32
44
16 15,4 92 4
203,00
30 7425 1600 100 32
I
16 1,0
32
44
16 15,4 92 4
203,00
30 7425 1600 200 32
I
16 2,0
32
44
16 15,4 92 4
203,00
30 7425 1600 300 32
I
16 3,0
32
44
16 15,4 92 4
203,00
30 7425 2000 050 40
I
20 0,5
40
54
20 19,3 104 4
272,00
30 7425 2000 100 40
I
20 1,0
40
54
20 19,3 104 4
272,00
30 7425 2000 200 40
I
20 2,0
40
54
20 19,3 104 4
272,00
30 7425 2000 300 40
I
20 3,0
40
54
20 19,3 104 4
272,00
Schaft
<
Ø 10 = HA / Schaft
>
Ø 12 = HB
Test 1
Reale Schnittdaten
Real cutting data
Material /
Workpiece
Inconel 939
Ø 16 r=2
Vc = 40 m/min
Vf = 300 mm/min
fz = 0,08 mm
ap = 31 mm
ae = 1 mm
Test 2
Reale Schnittdaten
Real cutting data
Material /
Workpiece
1.4313 (X3CrNiMo13-4)
Ø8 r = 0,5
n = 4800 min
-1
Vf = 1200 mm/min
fz = 0,063 mm
ap = 10 mm
ae = 0,8 mm
Schnittdaten
Cutting data
Schnittdaten
Cutting data
Geläppt
Lapped
Test
Reale Schnittdaten
Real cutting data
Werkstoff /
Work material
TiAl6V4
Tool
Ø 12 x 26 r 1,0
Vc = 50 m/min
n = 1400 min
-1
Vf = 320 mm/min
fz = 0,06 mm
ae = 12 mm
ap = 12 mm
Art. 100 101 102 7 6 5 4 3 2 1