

















 152 / 394
152 / 394

150
d
3=
d
2
90
°
142
°
=
Z
2
Art.
22 0389
150Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
VOLLHARTMETALLBOHRER / SOLID CARBIDE DRILLS
UNI
GJS
HRC
< 52
GTW
GTS
kurz-
spanend
short chip
GJL
Bohrungstoleranz
hole tolerance
> 3-6
+0,004
+0,016
> 6-10
+0,006
+0,021
>10-18 +0,007
+0,025
m7
Bohrungstoleranz
hole tolerance
> 3-6
+0,000
– 0,012
> 6-10
+0,000
– 0,015
> 10-18 +0,000
– 0,018
h7
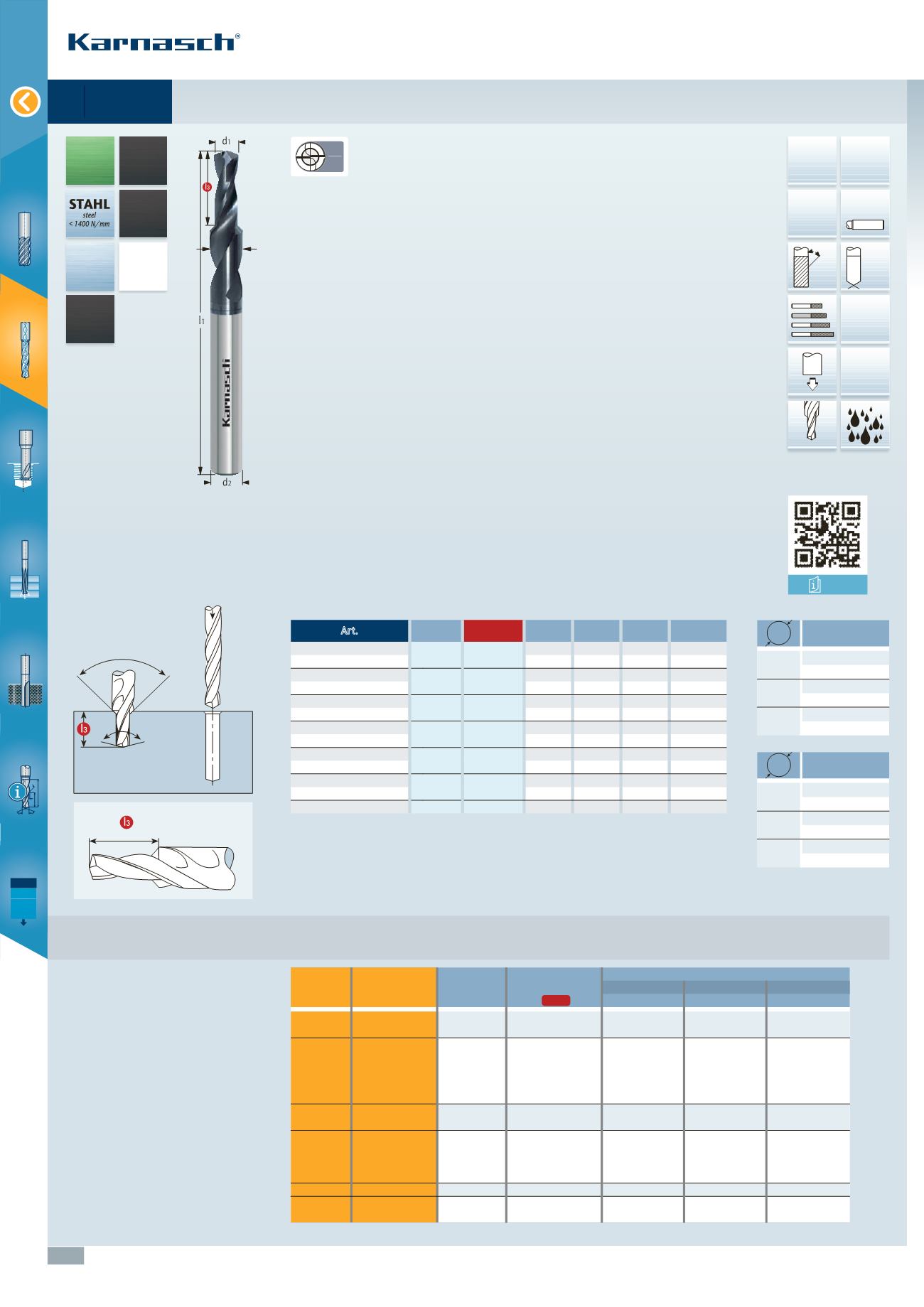
Art.
d1 h7 l3 = 3xD l2
l1 d2 h6
€
22 0389 0350 105
G
3,5
10,5
24
62
6
65,00
22 0389 0400 120
G
4,0
12,0
26
66
6
65,00
22 0389 0450 135
G
4,5
13,5
28
66
6
65,00
22 0389 0550 165
G
5,5
16,5
35
79
8
90,00
22 0389 0600 180
G
6,0
18,0
35
79
8
90,00
22 0389 0650 195
G
6,5
19,5
38
79
8
92,00
22 0389 0700 210
G
7,0
21,0
46
89
10
112,00
22 0389 0800 240
G
8,0
24,0
48
89
10
112,00
22 0389 0850 255
G
8,5
25,5
48
89
10
113,00
22 0389 0900 270
G
9,0
27,0
55
102
12
140,00
22 0389 1000 300
G
10,0
30,0
57
102
12
140,00
22 0389 1100 330
G
11,0
33,0
60
107
14
168,00
22 0389 1200 360
G
12,0
36,0
62
107
14
168,00
Alternativwerkzeug: 22 0471 + 22 0473
Alternative Tool:
22 0402 + 22 0405
Richtwerte für den Einsatz der KARNASCH VHM-Hochleistungsbohrer ohne Innenkühlung
Recommended cutting data for solid carbide twist drill, without interior cooling supply
Vollhartmetall-Pilot-Stufenbohrer 142°/90° abgestimmt auf Tieflochbohrer 22 0390
Solid-carbide pilot step drill 142°/90°. Designed for deep hole drill 22 0390
Schnittdaten
Cutting data
MICRO
GRAIN
KARNASCH
NORM
SPEZIAL
DIN 6535
Form HA
30
°
142
°
HSC
HPC
DVC-X2
1.1
St 42-8
< 450
100
0,18
0,25
0,30
1.2
C 50
< 650
90
0,18
0,25
0,30
2.1
51 Cr V4
< 600
70
0,15
0,20
0,28
2.2
26 Cr Mo 4
< 950
70
0,15
0,20
0,28
2.3
100 WV 4
< 1100
60
0,15
0,20
0,28
2.5
34 Cr Al 6
< 1000
60
0,15
0,20
0,28
2.6
31 Cr mo V9
< 1200
70
0,15
0,20
0,28
3.1
X 42 Cr 13
< 700
70
0,15
0,20
0,27
3.2
S 29 28
< 1400
40
0,08
0,12
0,15
7.1
GG 15
< 180 HB
100
0,24
0,32
0,42
7.2
GG 30
< 350 HB
100
0,24
0,32
0,42
7.4
GGG 60
< 200 HB
90
0,20
0,25
0,35
7.6
GTW 3504
< 230 HB
90
0,20
0,25
0,35
8.1
Toolox 44
44 HRC
30
0,08
0,09
0,10
12.0
Hardox 400
< 1350
25
0,08
0,12
0,15
12.1
Hardox 500
< 1800
20
0,08
0,12
0,15
Werkstoff- Werkstoff
Festigkeit
Schnittgeschwindig-
gruppe
N/mm
2
keit Vc (m/min)
Ø 3 - 5,5
Ø 6 - 8,5
Ø 9 - 12
±10%
f = mm/U
f = mm/U
f = mm/U
3 x D bei allen
Abmessungen
Art. 100 101 102 7 6 5 4 3 2 1