

















 182 / 394
182 / 394

180
K
K
Art.
22 2025
Art.
22 2215
Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
VOLLHARTMETALLBOHRER / SOLID CARBIDE DRILLS
MICRO
GRAIN
DIN
371
376
M
ISO 2
6HX
50-63
HRC
HHC
XXM-1
4-5 x P
Form D
GTW
GTS
GRAPHIT
graphite
GJL
GJS
HRC
50-63
kurz-
spanend
short chip
Bearbeitungshinweis
: Verwenden Sie ausschließlich Schneidpaste mit hochdruckzusätzen
wie Karnasch Art.-Nr. 60 1155 + 60 1156. Alternativ geeignetes Schneidöl, keine Emulsion.
Machining indication
: Please use exclusively our cutting paste with the extreme pressure additive
Karnasch art.-no. 60 1155 + 60 1156. Alternative suitable cutting oil, no emulsion.
Vorausgesetzt werden stabile Maschinenverhältnisse.Wir empfehlen Synchronspindel. Keinesfalls von
Hand schneiden.
Prerequisite are stabil machines. Absolutely no manual use. We recommend Syncronspindl. Only with
machine.
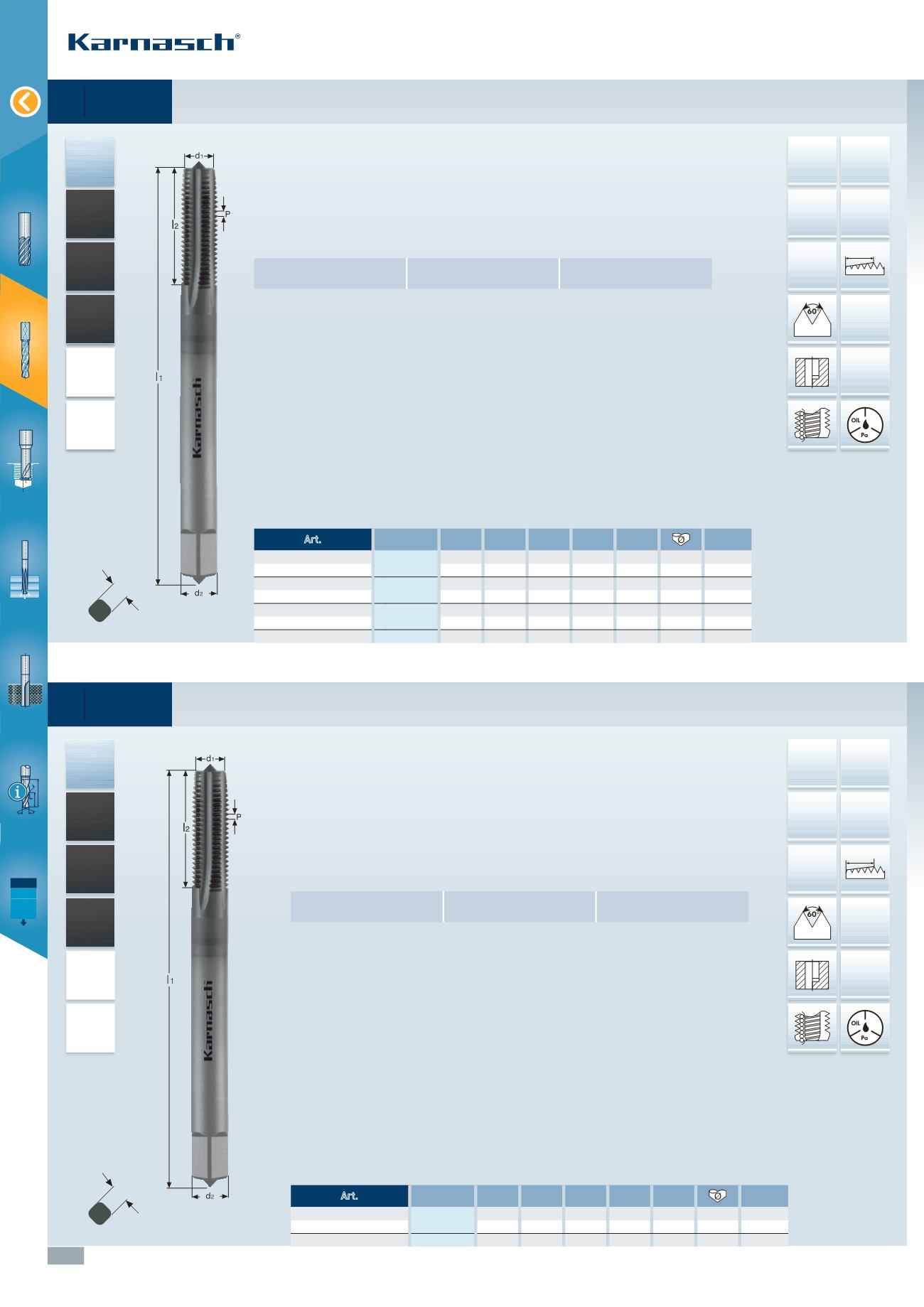
Richtwerte für den Einsatz von VHM-Maschinengewindebohrern 50 < 63 HRC
Recommended cutting data for Micro Grain Maschine Taps 50 < 63 HRC
50 - 54 HRC
Vc = 4 - 6 m/min
55 < 59 HRC
Vc = 3 - 5 m/min
60 < 63 HRC
Vc = 2 - 4 m/min
Art.
d1 Gewinde P l1
l2 d2 h6 k
€
22 2025 03
I
M 3
0,5
56 14
3,5 2,7
2,6
193,00
22 2025 04
I
M 4
0,7
63 14
4,5 3,4
3,5
197,00
22 2025 05
I
M 5
0,8
70 20
6,0 4,9
4,4
205,00
22 2025 06
I
M 6
1,0
80 24
6,0 4,9
5,3
185,00
22 2025 08
I
M 8
1,25 90 24
8,0 6,2
7,1
216,00
22 2025 10
G
M 10
1,5 100 26 10,0 8,0
8,8
249,00
22 2025 12
G
M 12
1,75 110 24
9,0 7,0 10,5
323,00
Vollhartmetall-Maschinengewindebohrer 50 < 63 HRC, < 1,5xD
Solid carbide machine taps, metric 50 < 63 HRC
MICRO
GRAIN
DIN
371
376
MF
ISO 2
6HX
50-63
HRC
4,5 - P
Form B
HHC
XXM-1
Art.
d1 Gewinde P l1
l2
d2
k
€
22 2215 081
G
M 8
1,0
90 18
8 6,2 7,3
447,00
22 2215 101
G
M 10
1,0
90 18
10 8,0 9,3
491,00
22 2215 1215
G
M 12
1,5 100 18
9 7,0 10,8
650,00
GTW
GTS
GRAPHIT
graphite
GJL
GJS
HRC
50-63
kurz-
spanend
short chip
Bearbeitungshinweis:
Verwenden Sie ausschließlich Schneidpaste mit hochdruckzu-
sätzen wie Karnasch Art.-Nr. 60 1155 + 60 1156. Alternativ geeignetes Schneidöl, keine
Emulsion.
Machining indication
: Please use exclusively our cutting paste with the extreme
pressure additive Karnasch art.-no. 60 1155 + 60 1156. Alternative suitable cutting oil,
no emulsion.
Vorausgesetzt werden stabile Maschinenverhältnisse. Wir empfehlen Synchronspindel. Keinesfalls von
Hand schneiden.
Prerequisite are stabil machines. Absolutely no manual use. We recommend Syncronspindl. Only with
machine.
Richtwerte für den Einsatz von VHM-Maschinengewindebohrern 50 < 63 HRC
Recommended cutting data for Micro Grain Maschine Taps 50 < 63 HRC
50 - 54 HRC
Vc = 4 - 6 m/min
55 < 59 HRC
Vc = 3 - 5 m/min
60 < 63 HRC
Vc = 2 - 4 m/min
Vollhartmetall-Maschinengewindebohrer Feingewinde 50 < 63 HRC, < 1,5xD
Solid carbide machine taps, metric fine thread 50 < 63 HRC
Art. 100 101 102 7 6 5 4 3 2 1