

















 200 / 394
200 / 394

198
Art.
23 1760
Art.
23 1764
362 362d1
M
l2
d3
Z
l1
d2
17°
d1
M
l2
d3
Z
l1
d2
17°
Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
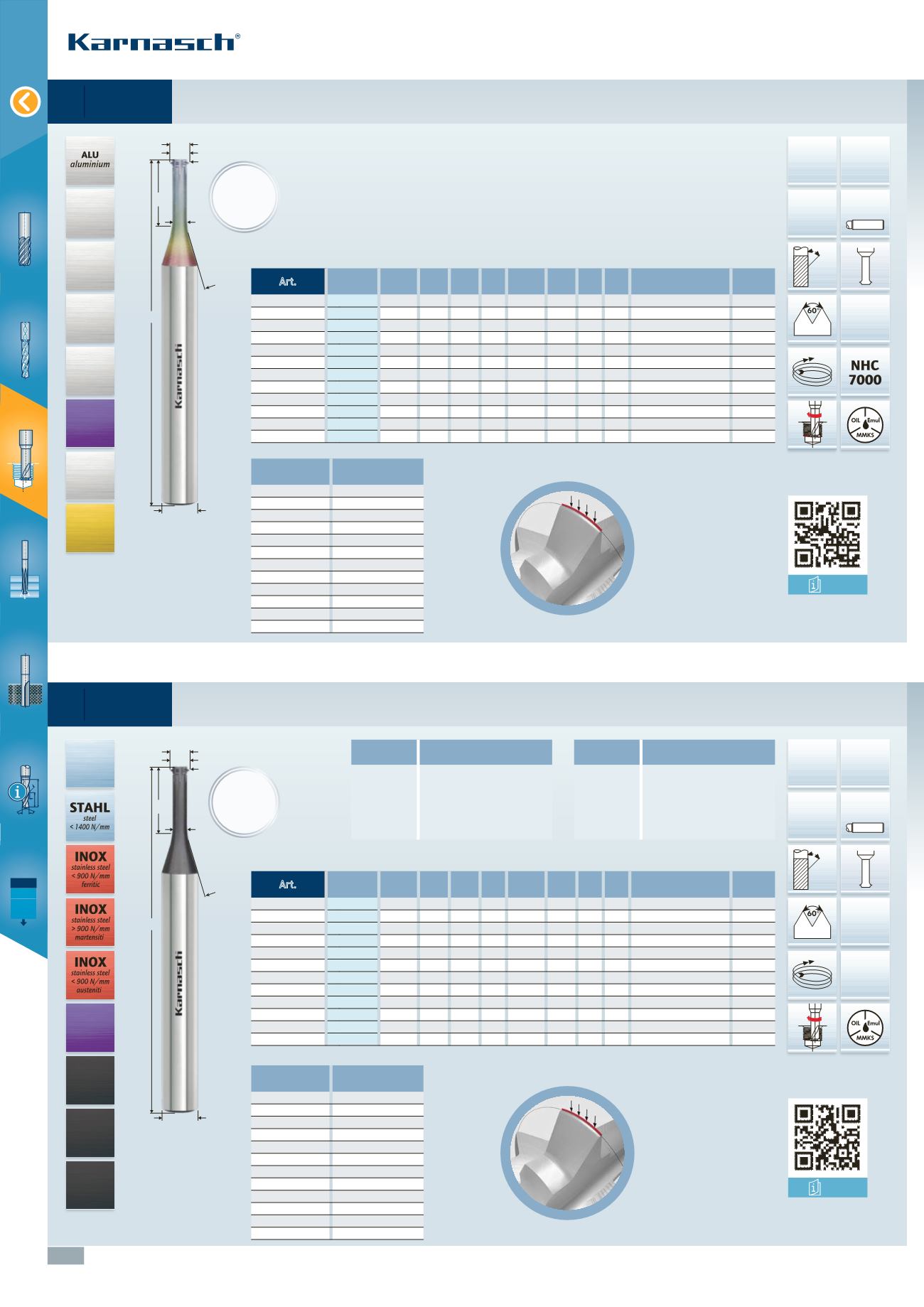
VHM-GEWINDEWIRBLER / SOLID CARBIDE THREAD MILL
KUPFER
copper
ALU
< 6% Si
ALU
< 12% Si
MESSING
brass
INCONEL
HASTELLOY
TITAN
GOLD
gold
Kunststoff
plastic
Schnittdaten
Cutting data
Schnittdaten
Cutting data
MICRO
GRAIN
KARNASCH
NORM
M
DIN 6535
Form HA
30
°
HSC
High-Speed-
Cutting
MICRO
GRAIN
KARNASCH
NORM
M
DIN 6535
Form HA
30
°
HSC
High-Speed-
Cutting
NANO
Spin
HRC
< 70
c
c
INCONEL
HASTELLOY
TITAN
GTW
GTS
GJL
GJS
VHM-Gewindewirbler, LogTop Poliert. Keine Gratbildung da überschneidend, Logarithmisch hinterschliffen
Solid carbide thread mill, LogTop polished. No burr formation. Logarithmical relief ground, because of intersecting
VHM-Gewindewirbler, LogTop Stahl. Keine Gratbildung da überschneidend, Logarithmisch hinterschliffen
Solid carbide thread mill, LogTop steel. No burr formation. Logarithmical relief ground, because of intersecting
Art.
M Stg x D l2 l1 d1
±0,03 d3 d2
h5 Z Gewindegröße
Threat milling size
€
23 1760 006
M 0,6
0,15 2,5 1,5 45 0,41 0,20 4 3
M 0,6
109,00
23 1760 007
M 0,7
0,175 3 1,8 45 0,48 0,24 4 3
M 0,7
103,00
23 1760 008
M 0,8
0,20 3 1,8 45 0,56 0,28 4 3
M 0,8
99,00
23 1760 009
M 0,9
0,225 3,5 2,1 45 0,63 0,33 4 3
M 0,9
95,00
23 1760 010
M 1
0,25 2,6 2,7 45 0,72 0,34 4 4
M1 – M1.1
92,00
23 1760 012
M 1.2
0,25 2,2 2,7 45 0,92 0,54 4 4
M1.2
92,00
23 1760 014
M 1.4
0,30 2,2 3,2 45 1,05 0,60 4 4
M1.4
92,00
23 1760 016
M 1.6
0,35 2,3 3,8 45 1,20 0,68 4 4
M1.6
92,00
23 1760 017
M 1.7
0,35 2,1 3,8 45 1,30 0,78 4 4 M1.7 – M1.8
92,00
23 1760 020
M 2
0,40 2,5 5,1 45 1,50 0,90 4 6
M2 – M2.3
102,00
23 1760 025
M 2.5
0,45 2,2 5,7 45 1,95 1,26 4 6 M2.5 – M2.6
102,00
23 1760 030
M 3
0,50 2,1 6,3 45 2,36 1,60 4 6
M3
106,00
Art.
M Stg x D l2 l1 d1
±0,03 d3 d2
h5 Z Gewindegröße
Threat milling size
€
23 1764 006
M 0,6
0,15 2,5 1,5 45 0,41 0,20 4 3
M 0,6
110,00
23 1764 007
M 0,7
0,175 3 1,8 45 0,48 0,24 4 3
M 0,7
104,00
23 1764 008
M 0,8
0,20 3 1,8 45 0,56 0,28 4 3
M 0,8
100,00
23 1764 009
M 0,9
0,225 3,5 2,1 45 0,63 0,33 4 3
M 0,9
96,00
23 1764 010
M 1
0,25 2,6 2,7 45 0,72 0,34 4 4
M1 – M1.1
93,00
23 1764 012
M 1.2
0,25 2,2 2,7 45 0,92 0,54 4 4
M1.2
93,00
23 1764 014
M 1.4
0,30 2,2 3,2 45 1,05 0,60 4 4
M1.4
93,00
23 1764 016
M 1.6
0,35 2,3 3,8 45 1,20 0,68 4 4
M1.6
93,00
23 1764 017
M 1.7
0,35 2,1 3,8 45 1,30 0,78 4 4 M1.7 – M1.8
93,00
23 1764 020
M 2
0,40 2,5 5,1 45 1,50 0,90 4 6
M2 – M2.3
103,00
23 1764 025
M 2.5
0,45 2,2 5,7 45 1,95 1,26 4 6 M2.5 – M2.6
103,00
23 1764 030
M 3
0,50 2,1 6,3 45 2,36 1,60 4 6
M3
107,00
Gewinde
Thread
Ø Kernbohrung
Ø Core hole
M 1.0 x 0,25
0,75
M 1.1 x 0,25
0,80
M 1.2 x 0,25
0,95
M 1.4 x 0,30
1,10
M 1.6 x 0,35
1,25
M 1.7 x 0,35
1,35
M 1.8 x 0,35
1,45
M 2.0 x 0,40
1,60
M 2.3 x 0,40
1,90
M 2.5 x 0,45
2,05
M 2.6 x 0,45
2,15
M 3.0 x 0,50
2,50
Gewinde
Thread
Ø Kernbohrung
Ø Core hole
M 1.0 x 0,25
0,75
M 1.1 x 0,25
0,80
M 1.2 x 0,25
0,95
M 1.4 x 0,30
1,10
M 1.6 x 0,35
1,25
M 1.7 x 0,35
1,35
M 1.8 x 0,35
1,45
M 2.0 x 0,40
1,60
M 2.3 x 0,40
1,90
M 2.5 x 0,45
2,05
M 2.6 x 0,45
2,15
M 3.0 x 0,50
2,50
neu
new
neu
new
Test 1
Reale Schnittdaten
Real cutting data
Werkstoff /
Material
1.2083 52 HRC
23 1764 M2,5
n= 9.000 min
-1
fz= 0,007 mm
Standzeit/Tool life:
100 Gewinde/Threads
Test 2
Reale Schnittdaten
Real cutting data
Werkstoff /
Material
1.4301
23 1764 M1,2
n= 26.000 min
-1
fz= 0,005 mm
Standzeit/Tool life:
240 Gewinde/Threads
L
o
g
a
r
i
t
h
m
i
c
a
l
r
e
l
i
e
f
g
r
o
u
n
d
L
o
g
a
r
i
t
h
m
i
c
a
l
r
e
l
i
e
f
g
r
o
u
n
d
L
o
g
a
r
i
t
h
m
i
s
c
h
h
i
n
t
e
r
s
c
h
l
i
f
f
e
n
L
o
g
a
r
i
t
h
m
i
s
c
h
h
i
n
t
e
r
s
c
h
l
i
f
f
e
n
Art. 100 101 102 7 6 5 4 3 2 1