

















 239 / 394
239 / 394

Art.
237
29 1753
Art.
d1 h10 l2 d2 h6 l1
Z
€
29 1753 0400 16
I
4
16
6
60
8
90,00
29 1753 0500 18
I
5
18
6
60
8
94,00
29 1753 0600 20
I
6
20
6
60
8
97,00
29 1753 0600 25
I
6
25
6
65
8
104,00
29 1753 0600 30
I
6
30
6
75
8
109,00
29 1753 0600 50
I
6
50
6 100
8
122,00
29 1753 0800 22
I
8
22
8
63
8
107,00
29 1753 0800 32
I
8
32
8
75
8
124,00
29 1753 0800 50
I
8
50
8 100
8
142,00
29 1753 1000 32
I
10
32
10
72
8
166,00
29 1753 1000 60
I
10
60
10 120
8
193,00
29 1753 1200 32
I
12
32
12
82
8
178,00
29 1753 1200 70
I
12
70
12 120
8
244,00
29 1753 1600 36
I
16
36
16
92
8
212,00
29 1753 1600 80
I
16
80
16 150
8
333,00
29 1753 2000 45
I
20
45
20 104
8
281,00
29 1753 2000 80
I
20
80
20 150
8
438,00
Z
8
l
1
d
1
l
2
d
2
361COMPOSITES TOOLS
KUPFER
copper
ALU
non-ferrous
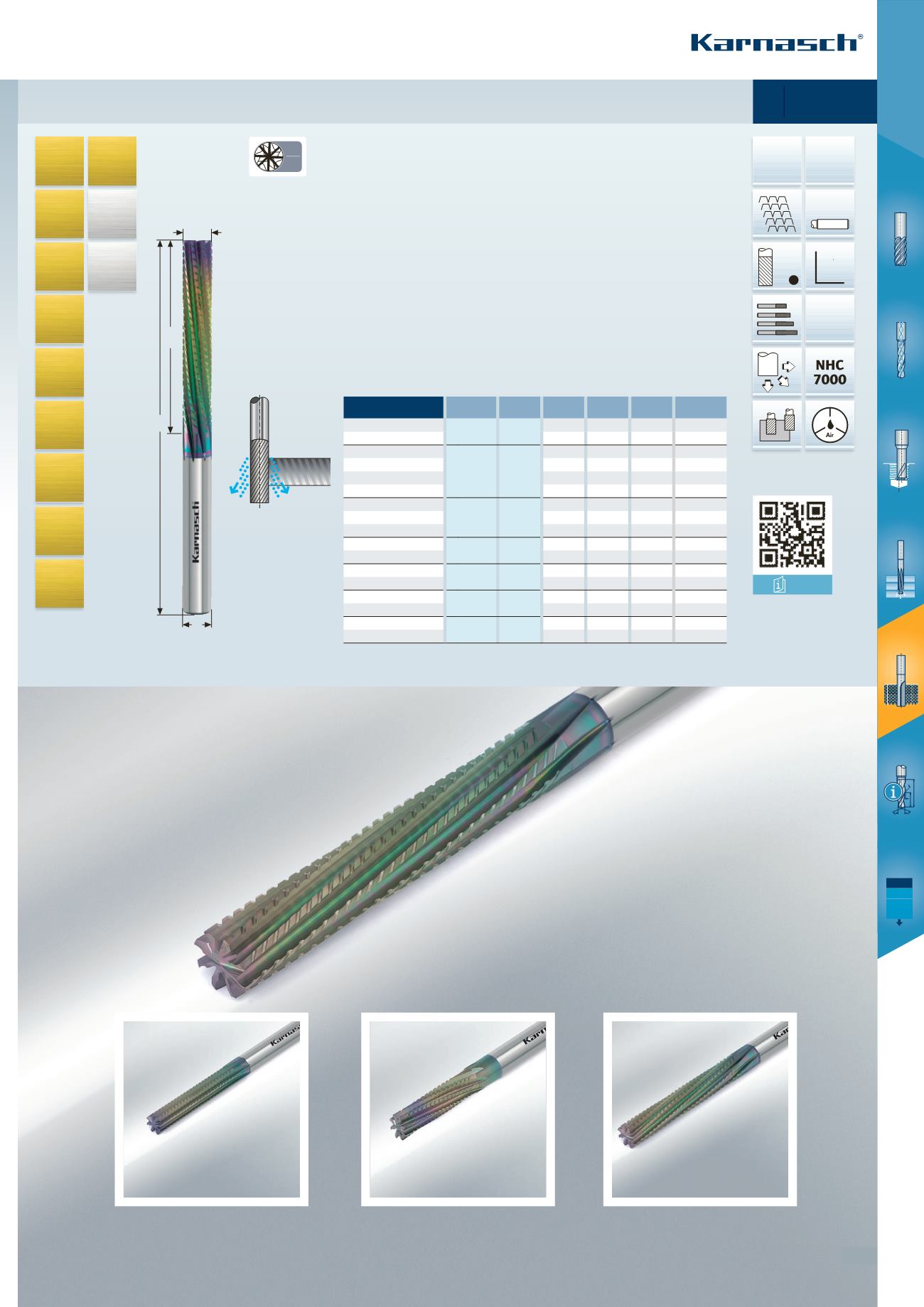
Vollhartmetall-Schrupp- und Schlichtfräser, 8 Frässchneiden /
schiebender Schnitt
Solid carbide roughing and finishing cutter for CFRP/GFRP, 8 milling blades /
pushing cut
MICRO
GRAIN
KARNASCH
NORM
DIN 6535
Form HA
8°
L
HPC
PA
PTFE
FEP
PVDF
COMPO-
SITES
PA-66
PE
PP
PMMA
GS
PMMA
XT
PS
Honey
comb
PA
PE
PI
Späne
Chip
29 1751
Gerade genutet
Straight flute
29 1753
Linksspirale, rechtsschneidend
Leftspiral, rightcutting
29 1752
Rechtsspirale, rechtsschneidend
Rightspiral, rightcutting
Schnittdaten
Cutting data
Art. 100 101 102 7 6 5 4 3 2 1