

















 29 / 394
29 / 394

27
Art.
30 6224
Art.
30 6232
Art.
Ød1 f8 l3 d2 h5 d3
l1
l2
Z
€
30 6224 0600 020
I
6
20
6
5,7 58 16 6
50,00
30 6224 0600 042
I
6
42
6
5,7 80 16 6
66,00
30 6224 0800 026
I
8
26
8
7,4 64 19 6
57,00
30 6224 0800 062
I
8
62
8
7,4 100 19 6
80,00
30 6224 1000 032
I
10
32
10
9,2 74 25 6
94,00
30 6224 1000 058
I
10
58
10
9,2 100 25 6
117,00
30 6224 1200 037
I
12
37
12 11,0 84 30 6
127,00
30 6224 1200 073
I
12
73
12 11,0 120 30 6
181,00
Ø 6 - Ø 12
Z
6
d3
Ø 6 - Ø 10
Z
2
Ø 12 - Ø 20
Z
3
Art.
Ød1 h10 l3 d2 h6 d3 l1 l2 Z
€
30 6232 0600
I
6
21
6
5,8 65 16 2
66,00
30 6232 0800
I
8
27
8
7,8 70 22 2
76,00
30 6232 1000
I
10
32
10
9,8 72 25 2
100,00
30 6232 1200
I
12
38
12 11,8 83 28 3
134,00
30 6232 1600
I
16
44
16 15,8 92 36 3
225,00
30 6232 1800
▲
18
44
18 17,8 92 36 3
240,00
30 6232 2000
I
20
54
20 19,8 104 41 3
361,00
274 268MOVIE
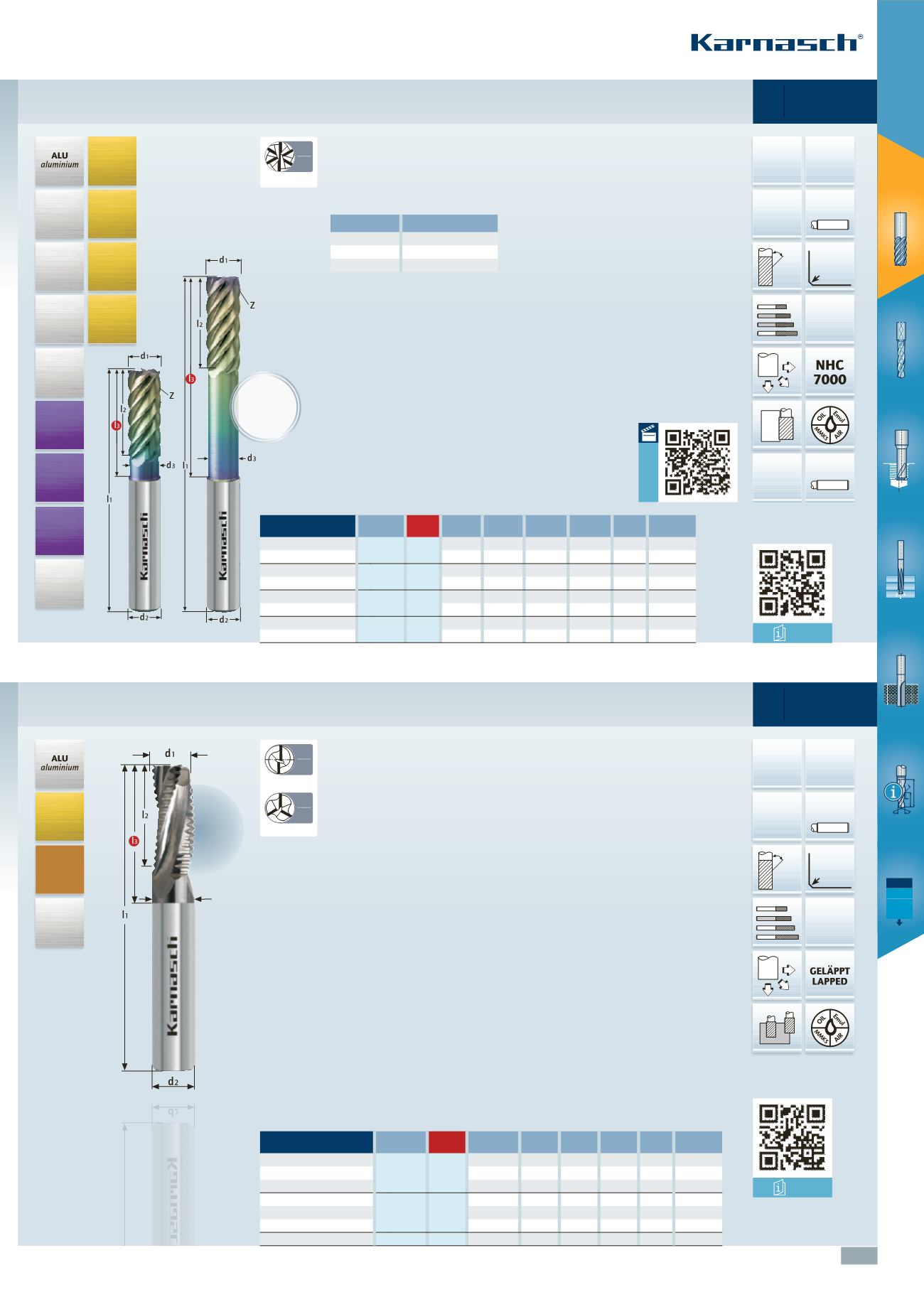
SCHAFTFRÄSER · END MILLS
VHM-Schaftfräser, lang, Superfinish
Solid Carbide end mills, long, superfinish
VHM-Schruppfräser, lang
Solid carbide roughing end mills, long
MICRO
GRAIN
KARNASCH
NORM
W
DIN 6535
Form HA
43
°
/
45
°
HSC
HPC
G 2,5
n
max.
45°
f
UGT
Hinweis:
Voraussetzung für das Erreichen
einer Gesamtwuchtgüte von
≤
G2,5 ist
eine gewuchtete Werkzeugaufnahme mit
Wuchtgüte G2,5.
Werkzeug ist gewuchtet!
Tool is balanced!
Wuchtgüte G 2,5
Balancing quality G 2,5
Ød1
Drehzahl n max.
6–8
35.000
10
25.000
12
16.000
neu
new
MICRO
GRAIN
KARNASCH
NORM
W/MR
DIN 6535
Form HA
20
°
HSC
HPC
45°
f
MESSING
brass
KUPFER
copper
ALU
< 6% Si
ALU
< 12% Si
Kunststoff
plastic
MAKROLON
Nickel
< 500
N/mm
2
Bronze
Brass
GFK-CFK
GFK-CFK
Ampco
TITAN
UHMW
PE
KUPFER-
weich
COPPER-
soft
Kunststoff
plastic
HOLZ
wood
Schnittdaten
Cutting data
Schnittdaten
Cutting data
Geläppt
Lapped
d3
Art. 100 101 102 7 6 5 4 3 2 1