

















 317 / 394
317 / 394

315
30 6556
30 6544
30 6552
30 6553
30 6546
30 6545
30 6554 30 6551
Art.
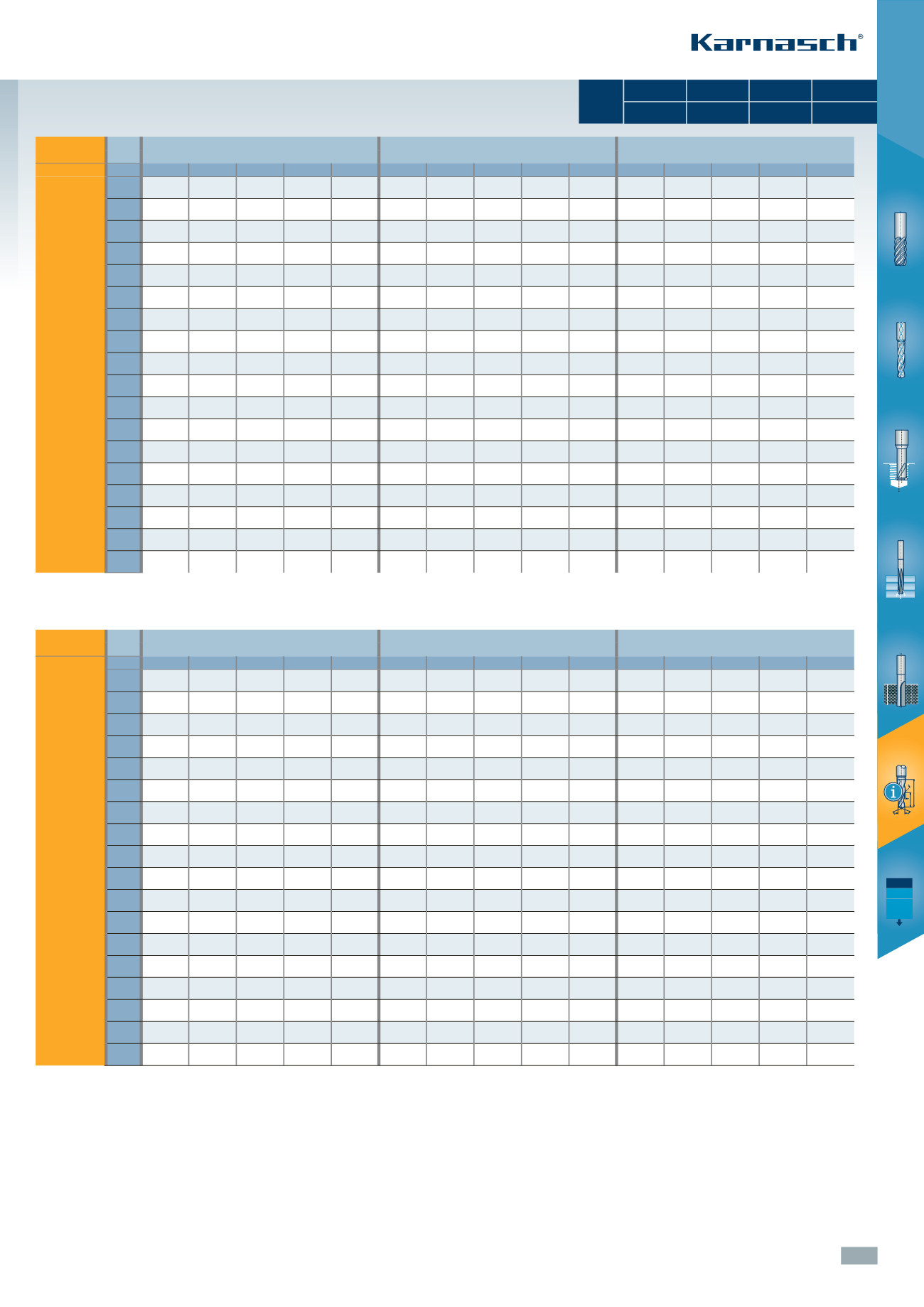
Empfohlene Schnittdaten für DIAMANT-beschichtete Fräswerkzeuge / HSC-Bearbeitung
Recommended cutting data for diamond coated solid carbide end mills HSC
Werkstoffgruppe
Schruppen/roughing ap=0,5xD, ae=1,0xD
Schruppen/roughing ap=0,5xD, ae=0,5xD
Schlichten/finishing ap=0,2xD, ae=0,2xD
Material group
d1
min
-1
Vf mm/min fz mm ap mm ae mm min
-1
Vf mm/min fz mm ap mm ae mm min
-1
Vf mm/min fz mm ap mm ae mm
14
0,1
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,2
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,3
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,4
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,5
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,6
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,8
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
1,0
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
1,2
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
1,5 8.000 230 0,014 0,750 1,500 8.000 290 0,018 0,750 0,750 8.000 320 0,020 0,300 0,3
2,0 8.000 260 0,016 1,000 2,000 8.000 320 0,020 1,000 1,000 8.000 400 0,025 0,400 0,4
3,0 8.000 380 0,024 1,500 3,000 8.000 400 0,025 1,500 1,500 8.000 560 0,035 0,600 0,6
4,0 8.000 520 0,033 2,000 4,000 8.000 640 0,040 2,000 2,000 8.000 800 0,050 0,800 0,8
5,0 8.000 640 0,040 2,500 5,000 8.000 800 0,050 2,500 2,500 8.000 960 0,060 1,000 1,0
6,0 8.000 780 0,049 3,000 6,000 8.000 1.050 0,066 3,000 3,000 8.000 1.150 0,072 1,200 1,2
8,0 8.000 1.050 0,066 4,000 8,000 8.000 1.300 0,081 4,000 4,000 8.000 1.350 0,084 1,600 1,6
10,0 8.000 1.300 0,081 5,000 10,000 8.000 1.600 0,100 5,000 5,000 8.000 1.750 0,109 2,000 2,0
12,0 8.000 1.600 0,100 6,000 12,000 8.000 1.900 0,119 6,000 6,000 8.000 2.100 0,131 2,400 2,4
Werkstoffgruppe
Schruppen/roughing ap=0,5xD, ae=1,0xD
Schruppen/roughing ap=0,5xD, ae=0,5xD
Schlichten/finishing ap=0,2xD, ae=0,2xD
Material group
d1
min
-1
Vf mm/min fz mm ap mm ae mm min
-1
Vf mm/min fz mm ap mm ae mm min
-1
Vf mm/min fz mm ap mm ae mm
14
0,1
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,2
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,3
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,4
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,5
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,6
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0,8 15.000 240 0,008 0,4
0,8 15.000 300 0,010 0,4
0,4 15.000 360 0,012 0,16 0,16
1,0 15.000 300 0,010 0,5
1,0 15.000 360 0,012 0,5
0,5 15.000 450 0,015 0,2
0,2
1,2 15.000 300 0,010 0,6
1,2 15.000 360 0,012 0,6
0,6 15.000 450 0,015 0,24 0,24
1,5 15.000 420 0,014 0,75 1,5 15.000 540 0,018 0,75 0,75 15.000 600 0,020 0,3
0,3
2,0 15.000 480 0,016 1,0
2,0 15.000 600 0,020 1,0
1,0 15.000 750 0,025 0,4
0,4
3,0 15.000 720 0,024 1,5
3,0 15.000 760 0,025 1,5
1,5 15.000 1.050 0,035 0,6
0,6
4,0 15.000 950 0,032 2,0
4,0 15.000 1.100 0,037 2,0
2,0 15.000 1.500 0,050 0,8
0,8
5,0 15.000 1.200 0,040 2,5
5,0 15.000 1.500 0,050 2,5
2,5 15.000 1.800 0,060 1,0
1,0
6,0 15.000 1.500 0,050 3,0
6,0 15.000 1.900 0,063 3,0
3,0 15.000 2.100 0,070 1,2
1,2
8,0 15.000 1.900 0,063 4,0
8,0 15.000 2.400 0,080 4,0
4,0 15.000 2.600 0,087 1,6
1,6
10,0 15.000 2.400 0,080 5,0 10,0 15.000 3.000 0,100 5,0
5,0 15.000 3.300 0,110 2,0
2,0
12,0 15.000 3.000 0,100 6,0 12,0 15.000 3.600 0,120 6,0
6,0 15.000 4.000 0,133 2,4
2,4
Diese Schnittdaten stehen in Abhängigkeit der Auskraglänge. Korrigieren Sie gegebenenfalls Vc + fz sowie ae und ap um ein optimales Ergebnis zu erzielen!
This cutting data depends upon the projecting length. If neccessary correct Vc + fz as well as ae and ap for archieving an optimal result!
Art. 100 101 102 7 6 5 4 3 2 1