

















 345 / 394
345 / 394

343
1xD 3xD 5xD 8xD 12xD
KFv
1,2
0,9
0,8
0,7
0,6
Art.
22 0409
Art.
22 0360
Art.
29 0200 29 0250
29 0210 29 0260
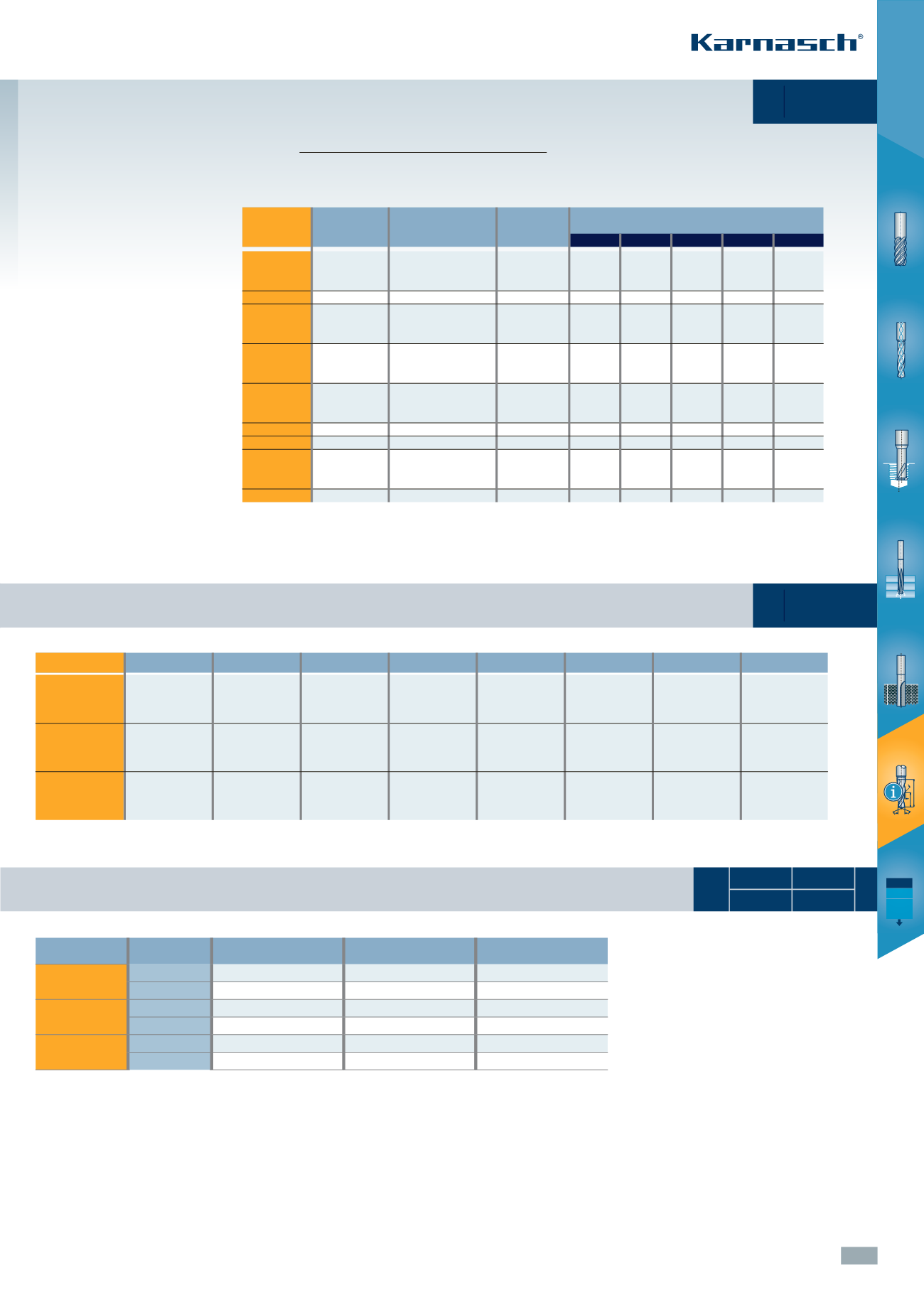
Richtwerte für den Einsatz der KARNASCH VHM-Hochleistungsbohrer mit Innenkühlung
Recommended cutting data for solid carbide twist drill, with interior cooling supply
Die in den Schnittwerttabellen enthaltenen
Richtwerte gelten nur beim Einsatz von Schrumpf-
und Hydrodehnspannfutter.
Die angegebenen Richtwerte für die
Schnittgeschwindigkeit Vc sind je
nach Bohrtiefe bezogen auf den
Durchmesser mit den untenstehen-
den Korrekturfaktoren KFv zu mul-
tiplizieren.
Werkstoffgruppe
Werkstoff
Festigkeit
Schnittge-
Vorschub pro Umdrehung (mm) bezogen auf
Material group
Härte
schwindig-
Bohrerdurchmesserbereich von - bis
keit Vc (m/min) 3-5
5-8
8-12
12-16
16-20
3.1 – 3.2 –
X12CrNis18/8
4.1 – 4.2 –
25 - 55
0,04 - 0,10 0,05 - 0,15 0,05 - 0,18 0,08 - 0,20 0,10 - 0,20
4.3
X10CrNiNb18/9
6.2 – 6.2
15 - 45
0,02 - 0,07 0,04 - 0,10 0,06 - 0,12 0,08 - 0,15 0,08 - 0,15
7.1 – 7.2 –
GG 20,
bis 200 HB
7.3
GGG40
80 - 130
0,10 - 0,25 0,15 - 0,30 0,20 - 0,40 0,25 - 0,45 0,30 - 0,50
GTS 45
GG 30
bis 250 HB
7.4
GGG 50
70 - 115
0,10 - 0,20 0,12 - 0,25 0,15 - 0,35 0,20 - 0,40 0,25 - 0,45
GTW 40
GG 40
über 250 HB
7.5 – 7.6
GGG 70
60 - 100
0,10 - 0,20 0,12 - 0,25 0,15 - 0,35 0,20 - 0,40 0,25 - 0,45
GTS 70
9.3
< 10% Si
100 - 400
0,10 - 0,25 0,15 - 0,35 0,25 - 0,45 0,30 - 0,50 0,35 - 0,55
9.4 – 9.5
> 10% Si
90 - 300
0,10 - 0,25 0,15 - 0,35 0,25 - 0,45 0,30 - 0,50 0,35 - 0,55
10.2
Kupfer
10.2.1
Messing
70 - 300
0,07 - 0,18 0,12 - 0,25 0,20 - 0,35 0,25 - 0,45 0,30 - 0,50
Bronze
Inconel
15 - 35
0,02 - 0,07 0,04 - 0,10 0,06 - 0,12 0,08 - 0,15 0,08 - 0,18
Richtwerte für den Einsatz der KARNASCH VHM-Hochleistungsbohrer – Typ W ohne Innenkühlung
Recommended cutting data for solid carbide twist drill Typ W, without interior cooling supply
Richtwerte für den Einsatz von Karnasch VHM Stack-Drills
Recommended cutting data for Karnasch solid carbide stack-drills
Werkstoffgruppe
Werkstoff
Festigkeit
0,50 - 0,75
0,80 - 0,95
1,00 - 1,15
1,20 - 1,45
1,50 - 1,95
2,00 - 2,50
9.1
ALU
n =
20.000
n =
20.000
n =
20.000
n =
18.000
n =
15.000
n =
12.000
9.2
ALU-Legierungen < 350 N/mm
2
f =
0,05
f =
0,06
f =
0,08
f =
0,10
f =
0,11
f =
0,12
Aluminium alloys
step = 0,5 > 5xD step = 0,8 > 5xD step = 1,0 > 5xD step = 1,2 > 5xD step = 1,5 > 5xD step = 2,0 > 5xD
10.1
Kupfer
n =
20.000
n =
20.000
n =
20.000
n =
18.000
n =
15.000
n =
12.000
10.3
Kupferlegierungen < 350 N/mm
2
f =
0,05
f =
0,06
f =
0,08
f =
0,10
f =
0,11
f =
0,12
Copper alloys
step = 0,5 > 5xD step = 0,8 > 5xD step = 1,0 > 5xD step = 1,2 > 5xD step = 1,5 > 5xD step = 2,0 > 5xD
11.1
Kunststoffe
n =
20.000
n =
20.000
n =
20.000
n =
18.000
n =
15.000
n =
12.000
Duroplaste
–
f =
0,05
f =
0,06
f =
0,08
f =
0,10
f =
0,11
f =
0,12
Thermoplaste
step = 1,0 > 5xD step = 1,0 > 5xD step = 1,5 > 5xD step = 1,8 > 5xD step = 2,0 > 5xD step = 3,0 > 5xD
Werkstoff
Ø3,0 - Ø5,0
Ø5,1 - Ø8,0
Ø8,1 - Ø12,0
Material
CFK / CFRP
GFK / GFRP
Vc m/min
70-160
70 - 160
70 - 160
f mm/U
0,05 - 0,07
0,05 - 0,08
0,06 - 0,14
Aluminium
Vc m/min
50 - 450
50 - 450
50 - 450
f mm/U
0,06 - 0,23
0,1 - 0,35
0,16 - 0,38
Titan
Titanium
Vc m/min
10 - 55
10 - 55
10 - 55
f mm/U
0,015 - 0,08
0,03 - 0,18
0,05 - 0,25
Art. 100 101 102 7 6 5 4 3 2 1