

















 362 / 394
362 / 394

360
29 0412 29 0416 29 0417
30 6534
30 6526 30 6528
30 6524
30 6523
30 6522
Art.
Art.
Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
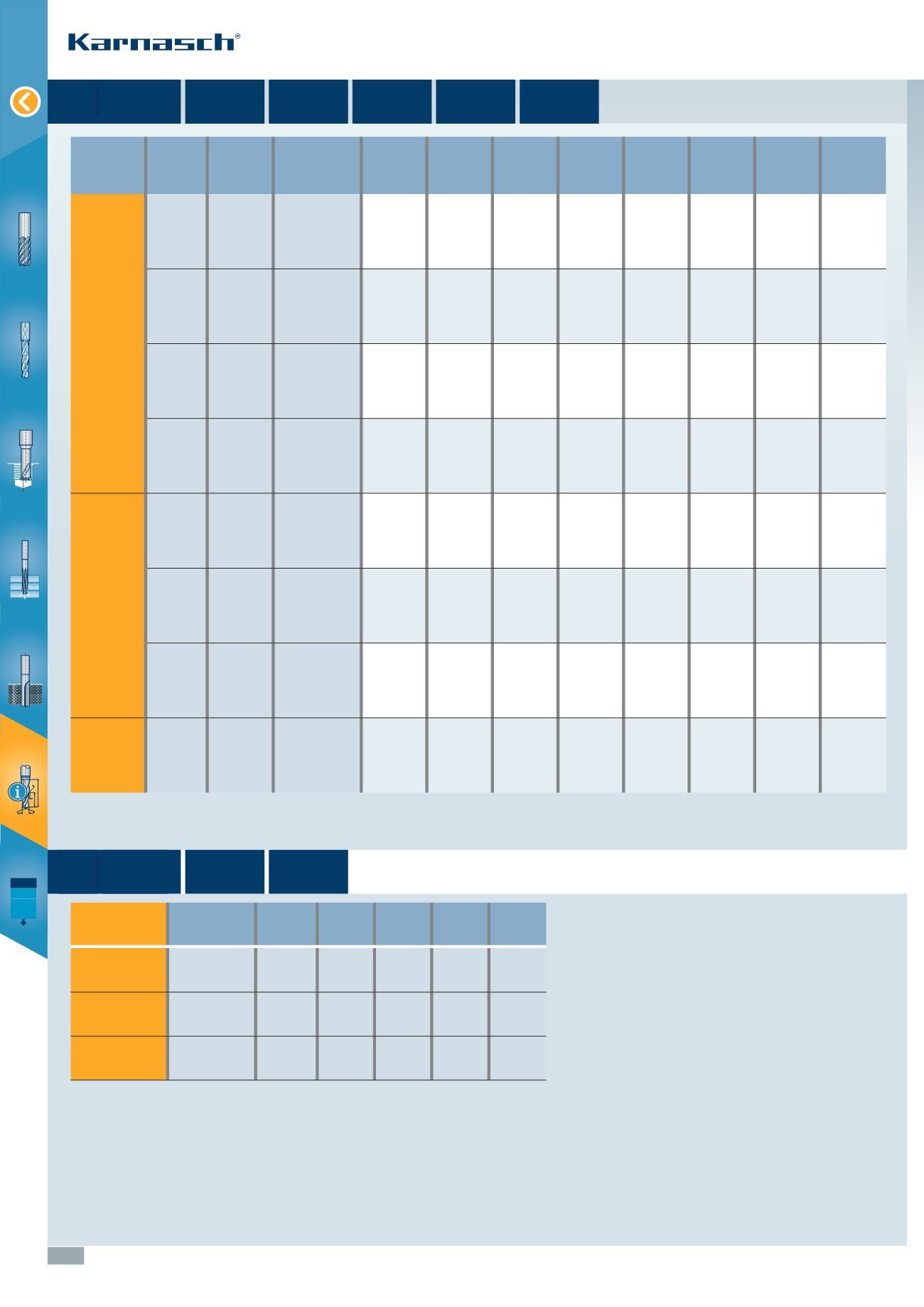
Werkstoffgruppe
Material group
Werkstoff
6 Ø
8 Ø
10 Ø
12 Ø
8.3
CFK
PVDF - POM
PA66 - PEEK
ae + ap
fz
vc =
1 x D
0,06
190
1 x D
0,07
190
1 x D
0,08
190
1 x D
0,10
190
CFK
CF 30
PTFE - PEEK
ae + ap
fz
vc =
1 x D
0,06
180
1 x D
0,07
180
1 x D
0,08
180
1 x D
0,10
180
GFK
GF 30 - PA
Homeycomb
ae + ap
fz
vc =
2 x D
0,06
380
2 x D
0,07
380
2 x D
0,08
380
2 x D
0,10
380
Werkstoffgruppe
Material
group
Werkstoff
Material
Schnittge-
schwindigkeit
Cutting speed
Vc m/min.
ae: minimum
ap: minimum
Ø4
fz
Ø5
fz
Ø6
fz
Ø8
fz
Ø10
fz
Ø12
fz
Ø16
fz
Ø20
fz
8.3
PEEK
<> CF 30
PTFE
< > CF25
900
ap= 0,5 x
d.miae= 0,2 x
d.mi0,015
0,018
0,03
0,04
0,06
0,08
0,10
0,15
PEEK
<> GF 30
PA 66
<> GF 30
1100 ap= 0,5 x
d.miae= 0,2 x
d.mi0,01
0,015
0,025
0,03
0,05
0,07
0,08
0,10
POM
< > GF 25
PVDF
< > GF 20
1200
ap= 0,5 x
d.miae= 0,5 x 0,2
d.mi0,015
0,018
0,03
0,04
0,06
0,08
0,10
0,15
CFK
600
ap= 0,5 x
d.miae= 0,3 x
d.mi0,016
0,020
0,03
0,05
0,06
0,08
0,10
0,15
8.1
Acryl
1100 ap= 0,5 x
d.miae= 0,3 x
d.mi0,015
0,018
0,03
0,04
0,06
0,08
0,10
0,15
PA 66
PE-HD
1000 ap= 0,5 x
d.miae= 0,3 x
d.mi0,015
0,018
0,03
0,04
0,06
0,08
0,10
0,15
PEEK
900
ap= 0,5 x
d.miae= 0,3 x
d.mi0,015
0,018
0,03
0,04
0,06
0,08
0,10
0,15
ALSI 18
CnNiMg
600
ap= 0,5 x
d.miae= 0,2 x
d.mi0,015
0,018
0,03
0,04
0,06
0,08
0,10
0,15
Empfohlene Schnittdaten für PCD-Fräser
Recommended cutting data for PCD mills
Art. 100 101 102 7 6 5 4 3 2 1