

















 288 / 394
288 / 394

286
Art.
Art.
30 6267
30 6268
Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
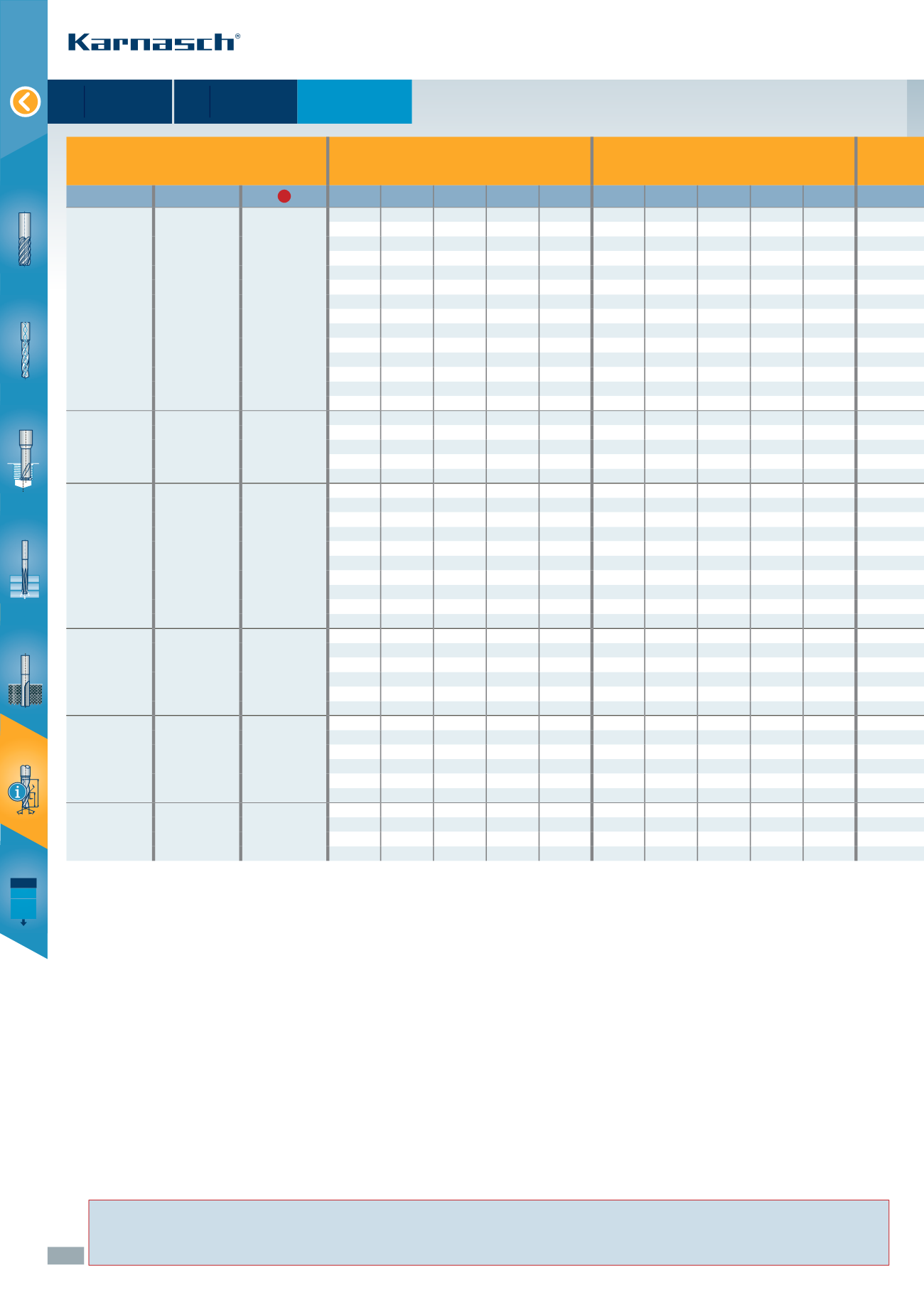
Richtwerte für den Einsatz von VHM-Gesenkfräser mit Eckenradius
Recommended cutting data for solid carbide end mills with corner radius
Werkstoffgruppe
Material group
1.1 - 1.2 - 1.3 - 1.4 - 1.5
Unlegierte Stähle / Unalloyed steels
< 850 N/mm²
2.1 - 2.2 - 2.3 - 2.4 - 2.5 - 2.6 - 3.1 - 3.2
Vergütungsstähle / Heat-treated steels
< 35 HRC (1200 N/mm²)
d1
r
l
3
min
1
Vf mm/min fz mm ap mm ae mm min
1
Vf mm/min fz mm ap mm ae mm
1,0
0,05
4
32.000 2304 0,018 0,011 0,032 27.000 1620 0,015 0,010 0,020
1,0
0,05
6
26.000 1664 0,016 0,010 0,028 22.000 1232 0,014 0,007 0,020
1,0
0,05
8
23.000 1472 0,016 0,007 0,020 20.000 1120 0,014 0,005 0,018
1,0
0,05
10
20.000 1280 0,016 0,006 0,015 17.000
952 0,014 0,004 0,010
1,0
0,05
12
18.000 1080 0,015 0,005 0,010 16.000
768 0,012 0,003 0,009
1,0
0,05
16
18.000 936 0,013 0,004 0,010 15.000
600 0,010 0,002 0,006
1,0
0,05
20
14.000 728 0,013 0,003 0,007 12.000
480 0,010 0,002 0,005
1,0
0,1
4
32.000 2304 0,018 0,017 0,050 27.000 1620 0,015 0,012 0,030
1,0
0,1
6
26.000 1664 0,016 0,015 0,040 22.000 1232 0,014 0,012 0,030
1,0
0,1
8
23.000 1472 0,016 0,012 0,032 20.000 1120 0,014 0,008 0,028
1,0
0,1
10
20.000 1280 0,016 0,010 0,025 17.000
952 0,014 0,007 0,018
1,0
0,1
12
18.000 1080 0,015 0,008 0,024 16.000
768 0,012 0,006 0,016
1,0
0,1
16
18.000 936 0,013 0,006 0,017 15.000
600 0,010 0,005 0,012
1,0
0,1
20
14.000 728 0,013 0,004 0,011 12.000
480 0,010 0,003 0,008
1,5
0,1
4
24.000 1920 0,020 0,024 0,070 21.000 1512 0,018 0,018 0,050
1,5
0,1
8
22.000 1760 0,020 0,020 0,050 19.000 1216 0,016 0,014 0,035
1,5
0,1
12
18.000 1440 0,020 0,015 0,040 16.000 1024 0,016 0,013 0,030
1,5
0,1
15
14.000 1008 0,018 0,012 0,035 12.000
672 0,014 0,010 0,025
1,5
0,1
20
14.000 896 0,016 0,010 0,025 12.000
768 0,016 0,007 0,020
2,0
0,05
4
21.000 2520 0,030 0,032 0,100 18.000 2160 0,030 0,025 0,070
2,0
0,05
8
19.000 2280 0,030 0,023 0,065 17.000 2040 0,030 0,020 0,050
2,0
0,05
12
16.000 1792 0,028 0,018 0,050 14.000 1680 0,030 0,015 0,035
2,0
0,05
16
14.000 1568 0,028 0,013 0,040 12.000 1440 0,030 0,010 0,025
2,0
0,05
20
12.000 1344 0,028 0,010 0,025 11.000 1320 0,030 0,008 0,016
2,0
0,1
4
21.000 2520 0,030 0,040 0,110 18.000 2160 0,030 0,030 0,080
2,0
0,1
8
19.000 2280 0,030 0,034 0,095 17.000 2040 0,030 0,026 0,060
2,0
0,1
12
16.000 1792 0,028 0,034 0,095 14.000 1680 0,030 0,030 0,060
2,0
0,1
16
14.000 1568 0,028 0,020 0,055 12.000 1440 0,030 0,016 0,040
2,0
0,1
20
12.000 1344 0,028 0,016 0,045 11.000 1232 0,028 0,012 0,030
2,5
0,1
8
19.000 2660 0,035 0,045 0,013 17.000 2380 0,035 0,035 0,090
2,5
0,1
16
14.000 1680 0,030 0,035 0,010 12.000 1440 0,030 0,030 0,065
2,5
0,1
20
12.000 1440 0,030 0,023 0,006 11.000 1320 0,030 0,030 0,050
2,5
0,2
8
19.000 2660 0,035 0,080 0,200 14.000 1960 0,035 0,060 0,130
2,5
0,2
16
15.000 1800 0,030 0,043 0,130 13.000 1560 0,030 0,035 0,080
2,5
0,2
20
12.000 1440 0,030 0,040 0,110 11.000 1320 0,030 0,032 0,080
3,0
0,2
8
15.000 2.400 0,040 0,088 0,250 13.000 2080 0,040 0,070 0,150
3,0
0,2
12
15.000 2.400 0,040 0,068 0,200 13.000 2080 0,040 0,050 0,120
3,0
0,2
16
15.000 2400 0,040 0,050 0,130 13.000 2080 0,040 0,040 0,100
3,0
0,2
20
12.000 1920 0,040 0,050 0,130 10.000 1600 0,040 0,040 0,090
3,0
0,2
25
12.000 1920 0,040 0,043 0,120 10.000 1600 0,040 0,035 0,080
3,0
0,2
30
10.000 2000 0,050 0,040 0,100
8.000 1600 0,050 0,030 0,070
4,0
0,2
12
11.000 3080 0,070 0,126 0,350
9.000 2160 0,060 0,100 0,220
4,0
0,2
20
11.000 3080 0,070 0,900 0,260
9.000 2160 0,060 0,080 0,180
4,0
0,2
30
10.000 2800 0,070 0,080 0,210
8.000 1920 0,060 0,060 0,150
4,0
0,2
40
10.000 2800 0,070 0,060 0,160
8.000 1920 0,060 0,045 0,110
Schlichten
Finishing
Die angegebenen Schnittdaten sind eine Empfehlung. Die tatsächlichen Schnittdaten sollten immer an die Bearbeitung und Maschine angepasst werden. Ist
die Ihnen zur Verfügung stehende Drehzahl niedriger als die in der Tabelle angegebene, sollte der Vorschub im gleichen Verhältnis reduziert werden.
These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
If the rpm available is lower than recommended please reduce the feed rate to the same ratio.
Hinweis:
Bei gleichen Schnittwerten der zylindrischen (30 6267) und der konischen (30 6268) Ausführung sind durch die erhöhte Stabilität des konischen Halses die Qualität der
Oberflächen besser sowie eine höhere Lebensdauer erzielbar.
Die erhöhte Stabilität des konischen Halses ermöglicht entweder eine Erhöhung des fz-Wertes um max. 20%
oder
eine Erhöhung des ap-Wertes um max. 10%.
Please note:
By using the same cutting data for the cylindrical neck (30 6267) and the conical neck (30 6268) you will achieve a better surface and the tool life will improved due to the
more stable tool.
Due to the more stable neck of the conical tool you can increase the feet per tooth by max. 20%
or
increase ap max. 10%.
Art. 100 101 102 7 6 5 4 3 2 1