

















 293 / 394
293 / 394

291
Art.
30 6266
Werkstoff HRC N/mm
2
Material HRC N/mm
2
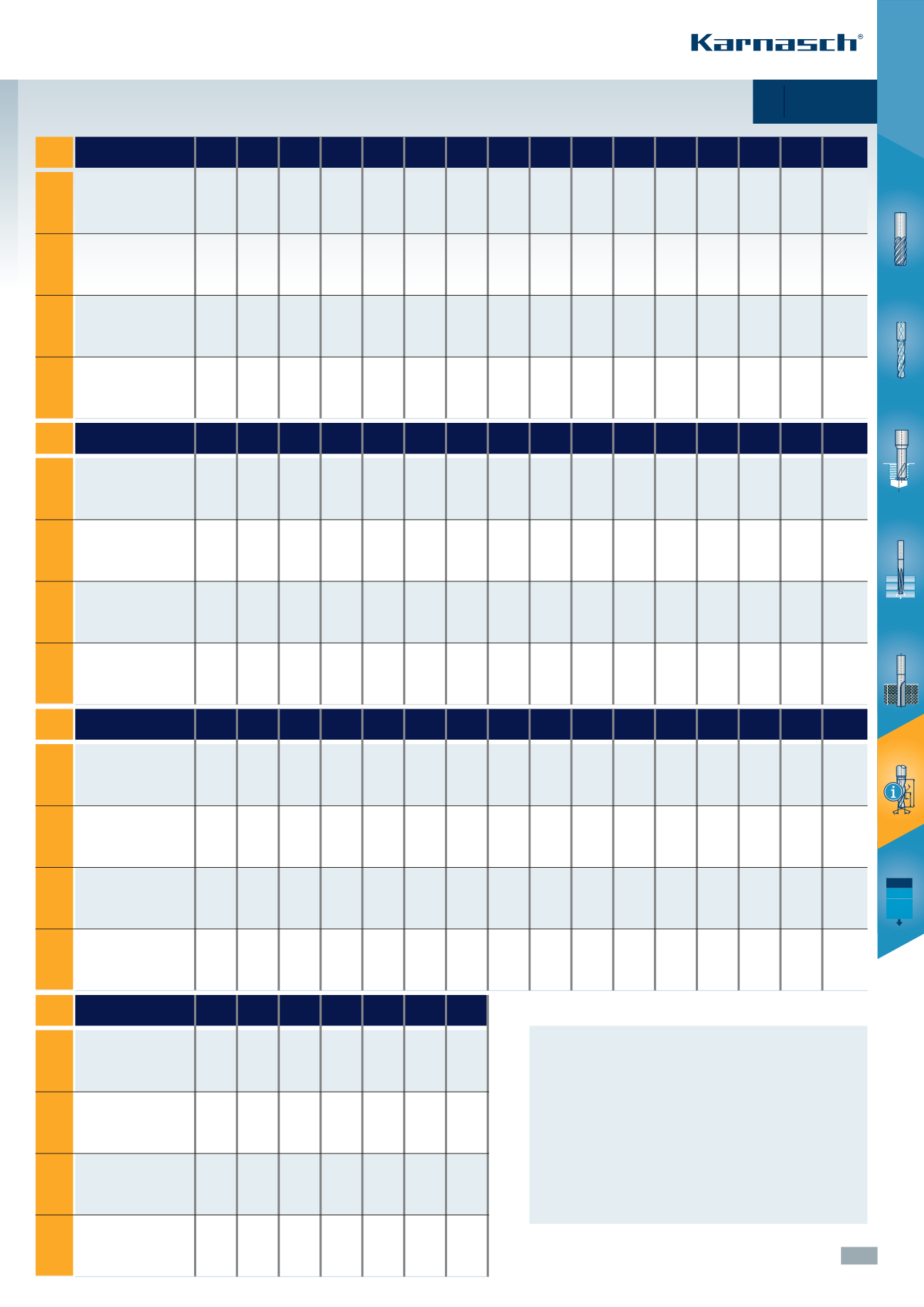
0,2 x 1,0 0,2 x 1,5 0,2 x 2,0 0,2 x 3,0 0,4 x 2 0,4 x 3 0,4 x 4 0,4 x 5 0,4 x 6 0,5 x 2 0,5 x 4 0,6 x 6 0,6 x 8 0,6 x 10 0,6 x 12 0,6 x 15
Werkstähle < 35 HRC
(1140 N/mm
2
)
Tool steels < 35 HRC
(1140 N/mm
2
)
Werkstähle < 45 HRC
(1460 N/mm
2
)
Tool steels < 45 HRC
(1460 N/mm
2
)
Gehärtete Stähle < 55 HRC
(1930 N/mm
2
)
Hardened steels < 55 HRC
(1930 N/mm
2
)
Gehärtete Stähle
< 72 HRC
Hardened steels
< 72 HRC
ap= 0,015 0,008
0,005
0,004
0,030
0,018
0,008
0,006
0,005
0,040
0,035
0,018
0,017
0,014
0,009
0,004
ae= 0,045 0,023
0,018
0,010
0,090
0,050
0,022
0,018
0,016
0,12
0,01
0,05
0,05
0,04
0,025
0,015
n= 42.000 44.000
44.000
39.000
39.000
35.000
35.000
32.000
30.000
39.000
36.000
36.000
32.000
32.000
24.000
20.000
fz= 0,022 0,020
0,020
0,020
0,030
0,030
0,028
0,027
0,025
0,030
0,028
0,028
0,028
0,025
0,024
0,022
Vf= 2.200 1.900
1.900
1.700
2.600
2.100
2.000
1.800
1.600
2.700
2.200
2.000
1.800
1.600
1.200
1.000
ap= 0,012 0,006
0,005
0,003
0,027
0,016
0,006
0,005
0,004
0,035
0,030
0,015
0,015
0,012
0,008
0,004
ae= 0,040 0,020
0,016
0,010
0,080
0,045
0,020
0,016
0,014
0,10
0,09
0,05
0,05
0,03
0,023
0,012
n= 42.000 40.000
42.000
37.000
37.000
33.000
33.000
29.000
27.000
38.000
34.000
33.000
30.000
30.000
22.000
19.000
fz= 0,020
0,020
0,017
0,018
0,030
0,030
0,024
0,024
0,022
0,025
0,025
0,022
0,022
0,021
0,022
0,020
Vf= 1.800
1.700
1.500
1.400
2.200
2.000
1.700
1.500
1.300
1.800
2.000
1.700
1.600
1.400
1.000
900
ap= 0,10 0,005
0,005
0,003
0,022
0,012
0,006
0,004
0,003
0,030
0,026
0,012
0,012
0,010
0,007
0,003
ae= 0,30 0,015
0,012
0,007
0,065
0,038
0,018
0,013
0,010
0,09
0,08
0,04
0,035
0,024
0,020
0,011
n= 37.000 37.000
37.000
32.000
33.000
30.000
30.000
26.000
24.000
34.000
30.000
29.000
27.000
26.000
20.000
17.000
fz= 0,020 0,018
0,016
0,018
0,025
0,025
0,023
0,023
0,021
0,024
0,024
0,023
0,023
0,022
0,020
0,020
Vf= 1.400 1.400
1.400
1.200
1.700
1.500
1.500
13.000
12.000
1.400
1.600
1.500
1.300
1.100
900
700
ap= 0,09 0,004
0,003
0,002
0,020
0,012
0,005
0,004
0,003
0,028
0,025
0,011
0,012
0,009
0,005
0,003
ae= 0,025 0,015
0,012
0,006
0,060
0,035
0,015
0,012
0,010
0,08
0,07
0,03
0,032
0,025
0,016
0,010
n= 34.000 34.000
34.000
30.000
30.000
27.000
27.000
24.000
22.000
31.000
28.000
27.000
25.000
25.000
18.000
16.000
fz= 0,015 0,015
0,014
0,015
0,022
0,022
0,020
0,020
0,018
0,020
0,022
0,02
0,02
0,017
0,016
0,015
Vf= 1.200 1.100
1.000
900
1.400
1.200
1.200
1.000
1.000
1.200
1.200
1.200
1.000
800
600
500
Werkstoff HRC N/mm
2
Material HRC N/mm
2
0,8 x 4 0,8 x 6 0,8 x 8 0,8 x 12 0,8 x 16 1,0 x 6 1,0 x 8 1,0 x 10 1,0 x 15 1,0 x 20 1,0 x 25 1,0 x 30 1,0 x 35
Werkstähle < 35 HRC
(1140 N/mm
2
)
Tool steels < 35 HRC
(1140 N/mm
2
)
Werkstähle < 45 HRC
(1460 N/mm
2
)
Tool steels < 45 HRC
(1460 N/mm
2
)
Gehärtete Stähle < 55 HRC
(1930 N/mm
2
)
Hardened steels < 55 HRC
(1930 N/mm
2
)
Gehärtete Stähle
< 72 HRC
Hardened steels
< 72 HRC
ap= 0,050 0,040
0,02
0,016
0,015
0,05
0,05
0,03
0,025
0,018
0,015
0,014
0,008
ae= 0,15
0,12
0,07
0,05
0,045
0,14
0,14
0,09
0,07
0,05
0,045
0,04
0,025
n= 40.000 36.000
36.000
32.000
24.000
33.000
33.000
32.000
28.000
22.000
18.000
17.000
17.000
fz= 0,039 0,035
0,032
0,030
0,028
0,04
0,04
0,04
0,04
0,035
0,033
0,03
0,03
Vf= 3.000 2.600
2.500
2.200
1.400
2.700
27.000
2.700
2.500
1.600
1.300
1.300
1.300
ap= 0,045 0,035
0,020
0,015
0,013
0,04
0,04
0,025
0,02
0,015
0,014
0,014
0,008
ae= 0,14
0,10
0,05
0,045
0,04
0,12
0,12
0,08
0,06
0,04
0,04
0,04
0,02
n= 37.000 33.000
33.000
30.000
23.000
30.000
30.000
30.000
27.000
21.000
17.000
17.000
17.000
fz= 0,035 0,035
0,03
0,028
0,025
0,04
0,04
0,03
0,03
0,03
0,03
0,03
0,03
Vf= 2.600 2.400
2.200
1.800
1.200
2.500
2.500
2.200
2.000
1.400
1.200
1.200
1.200
ap= 0,040 0,028
0,015
0,012
0,010
0,03
0,03
0,02
0,016
0,012
0,010
0,010
0,006
ae= 0,12
0,08
0,05
0,040
0,03
0,01
0,01
0,06
0,05
0,04
0,03
0,03
0,02
n= 33.000 30.000
30.000
26.000
20.000
27.000
27.000
27.000
24.000
18.000
15.000
15.000
15.000
fz= 0,030
0,03
0,028
0,026
0,025
0,035
0,035
0,035
0,033
0,03
0,03
0,03
0,03
Vf= 2.100 2.000
1.800
1.700
1.000
2.000
2.000
2.000
1.800
1.200
900
900
900
ap= 0,035 0,020
0,015
0,011
0,010
0,03
0,03
0,02
0,016
0,012
0,009
0,009
0,005
ae= 0,10
0,07
0,04
0,034
0,030
0,09
0,09
0,06
0,05
0,035
0,03
0,03
0,015
n = 30.000 27.000
27.000
25.000
19.000
25.000
25.000
25.000
22.000
17.000
14.000
14.000
14.000
fz= 0,028 0,024
0,022
0,024
0,020
0,030
0,030
0,03
0,03
0,025
0,025
0,025
0,025
Vf= 1700 1.500
1.400
1.200
800
1.600
1.600
1.600
1.400
900
700
700
700
Werkstoff HRC N/mm
2
Material HRC N/mm
2
1,5 x 8 1,5 x 10 1,5 x 12 1,5 x 15 1,5 x 20 1,5 x 30 2,0 x 8 2,0 x 12 2,0 x 16 2,0 x 20 2,0 x 25 2,0 x 30 2,0 x 35 2,0 x 40 2,0 x 50
Werkstähle < 35 HRC
(1140 N/mm
2
)
Tool steels < 35 HRC
(1140 N/mm
2
)
Werkstähle < 45 HRC
(1460 N/mm
2
)
Tool steels < 45 HRC
(1460 N/mm
2
)
Gehärtete Stähle < 55 HRC
(1930 N/mm
2
)
Hardened steels < 55 HRC
(1930 N/mm
2
)
Gehärtete Stähle
< 72 HRC
Hardened steels
< 72 HRC
ap= 0,060 0,060
0,060
0,040
0,035
0,025
0,12
0,08
0,08
0,06
0,06
0,04
0,04
0,03
0,015
ae= 0,18
0,18
0,18
0,12
0,10
0,070
0,40
0,22
0,21
0,18
0,18
0,12
0,12
0,09
0,04
n= 25.000 25.000
25.000
25.000
22.000
22.000
21.000
19.000
19.000
18.000
16.000
16.000
13.000
13.000
10.000
fz= 0,045 0,045
0,045
0,040
0,040
0,040
0,08
0,07
0,07
0,06
0,06
0,06
0,06
0,06
0,05
Vf= 2.200 2.200
2.200
2.100
1.900
1.900
3.200
2.700
2.600
2.500
2.200
2.200
1.500
1.500
1.300
ap= 0,055 0,055
0,055
0,035
0,030
0,020
0,12
0,07
0,07
0,05
0,05
0,03
0,03
0,025
0,12
ae= 0,16
0,15
0,14
0,10
0,09
0,06
0,35
0,02
0,18
0,15
0,15
0,10
0,10
0,08
0,04
n= 24.000 24.000
24.000
24.000
21.000
21.000
20.000
18.000
18.000
17.000
16.000
15.000
12.000
12.000
10.000
fz= 0,040 0,040
0,040
0,035
0,034
0,032
0,07
0,06
0,06
0,06
0,05
0,05
0,04
0,04
0,04
Vf= 2.000 2.000
2.000
1.700
1.500
1.500
2.800
2.500
2.400
2.200
1.900
1.800
1.300
1.300
1.100
ap= 0,045 0,045
0,045
0,028
0,025
0,017
0,09
0,05
0,04
0,04
0,04
0,025
0,025
0,22
0,11
ae= 0,12
0,11
0,11
0,08
0,07
0,05
0,25
0,16
0,15
0,12
0,12
0,08
0,08
0,06
0,03
n= 21.000 21.000
21.000
21.000
19.000
18.000
17.000
16.000
16.000
16.000
13.000
13.000
11.000
11.000
8.000
fz= 0,035 0,035
0,035
0,032
0,030
0,030
0,06
0,06
0,05
0,05
0,05
0,05
0,05
0,05
0,04
Vf= 1.600 1.600
1.600
1.500
1.300
1.300
2.100
2.000
1.900
1.800
1.700
1.700
1.100
1.100
900
ap= 0,040 0,040
0,045
0,025
0,022
0,015
0,09
0,05
0,04
0,038
0,038
0,025
0,024
0,02
0,08
ae= 0,10
0,10
0,07
0,07
0,06
0,05
0,25
0,16
0,15
0,12
0,11
0,08
0,07
0,06
0,03
n= 20.000 20.000
19.000
18.000
17.000
17.000
16.000
15.000
15.000
15.000
12.000
12.000
10.000
10.000
8.000
fz= 0,030 0,030
0,028
0,027
0,025
0,025
0,05
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,03
Vf= 1.300 1.300
1.300
1.200
1.100
1.100
1.800
1.600
1.500
1.400
1.300
1.300
800
800
700
Werkstoff HRC N/mm
2
Material HRC N/mm
2
3,0 x 8 3,0 x 16 3,0 x 20 3,0 x 30 3,0 x 40 3,0 x 50 3,0 x 60
Werkstähle < 35 HRC
(1140 N/mm
2
)
Tool steels < 35 HRC
(1140 N/mm
2
)
Werkstähle < 45 HRC
(1460 N/mm
2
)
Tool steels < 45 HRC
(1460 N/mm
2
)
Gehärtete Stähle < 55 HRC
(1930 N/mm
2
)
Hardened steels < 55 HRC
(1930 N/mm
2
)
Gehärtete Stähle
< 72 HRC
Hardened steels
< 72 HRC
ap= 0,29
0,18
0,12
0,08
0,06
0,04
0,025
ae= 0,80
0,55
0,40
0,23
0,18
0,12
0,08
n= 16.000 14.000 14.000 14.000 12.000 10.000 10.000
fz= 0,08
0,07
0,06
0,06
0,06
0,05
0,05
Vf= 2.500 2.000
2.000
2.000
1.800
1.100
1100
ap= 0,24
0,17
0,11
0,07
0,05
0,04
0,02
ae= 0,70
0,50
0,35
0,20
0,16
0,12
0,07
n= 15.000 13.000 13.000 13.000 12.000
9.000
9.000
fz= 0,07
0,06
0,06
0,05
0,05
0,04
0,04
Vf= 2.100 1.800
1.800
1.600
1.500
1.000
900
ap= 0,20
0,14
0,09
0,05
0,04
0,03
0,02
ae= 0,60
0,40
0,27
0,16
0,12
0,09
0,06
n= 13.000 12.000 11.000 11.000 10.000
8.000
8.000
fz= 0,06
0,05
0,045
0,045
0,045
0,040
0,040
Vf= 1.600 1.500
1.400
1.300
1.300
800
800
ap= 0,18
0,10
0,08
0,05
0,04
0,03
0,015
ae= 0,50
0,30
0,25
0,16
0,12
0,08
0,05
n= 12.000 11.000 11.000 11.000 10.000
7.000
7.000
fz= 0,04
0,04
0,04
0,04
0,04
0,03
0,03
Vf= 1.300 1.200
1.200
1.100
1.000
600
500
Modifizierung der Schnittdaten für Kupfer
Modification of the cutting conditions for copper
n = + 25 % / fz = + 25 %
Sind die Ihnen zur Verfügung stehenden Drehzahlen
geringer als in dieser Tabelle vorgegebenen ist der
Vorschub im gleichen Verhältnis zu reduzieren.
If the rpm available in lower than recommended, reduce
the feed rate to the same ratio.
3.1-
3.2
4.1-
4.2-
4.3
8.1
8.2-
8.3
3.1-
3.2
4.1-
4.2-
4.3
8.1
8.2-
8.3
3.1-
3.2
4.1-
4.2-
4.3
8.1
8.2-
8.3
3.1-
3.2
4.1-
4.2-
4.3
8.1
8.2-
8.3
Werkstoff-
gruppe
Material
group
Werkstoff-
gruppe
Material
group
Werkstoff-
gruppe
Material
group
Werkstoff-
gruppe
Material
group
Empfohlene Schnittdaten für Karnasch Micro-Schaftfräser
Recommended cutting data for Karnasch solid carbide micro end mills
Art. 100 101 102 7 6 5 4 3 2 1