

















 61 / 394
61 / 394

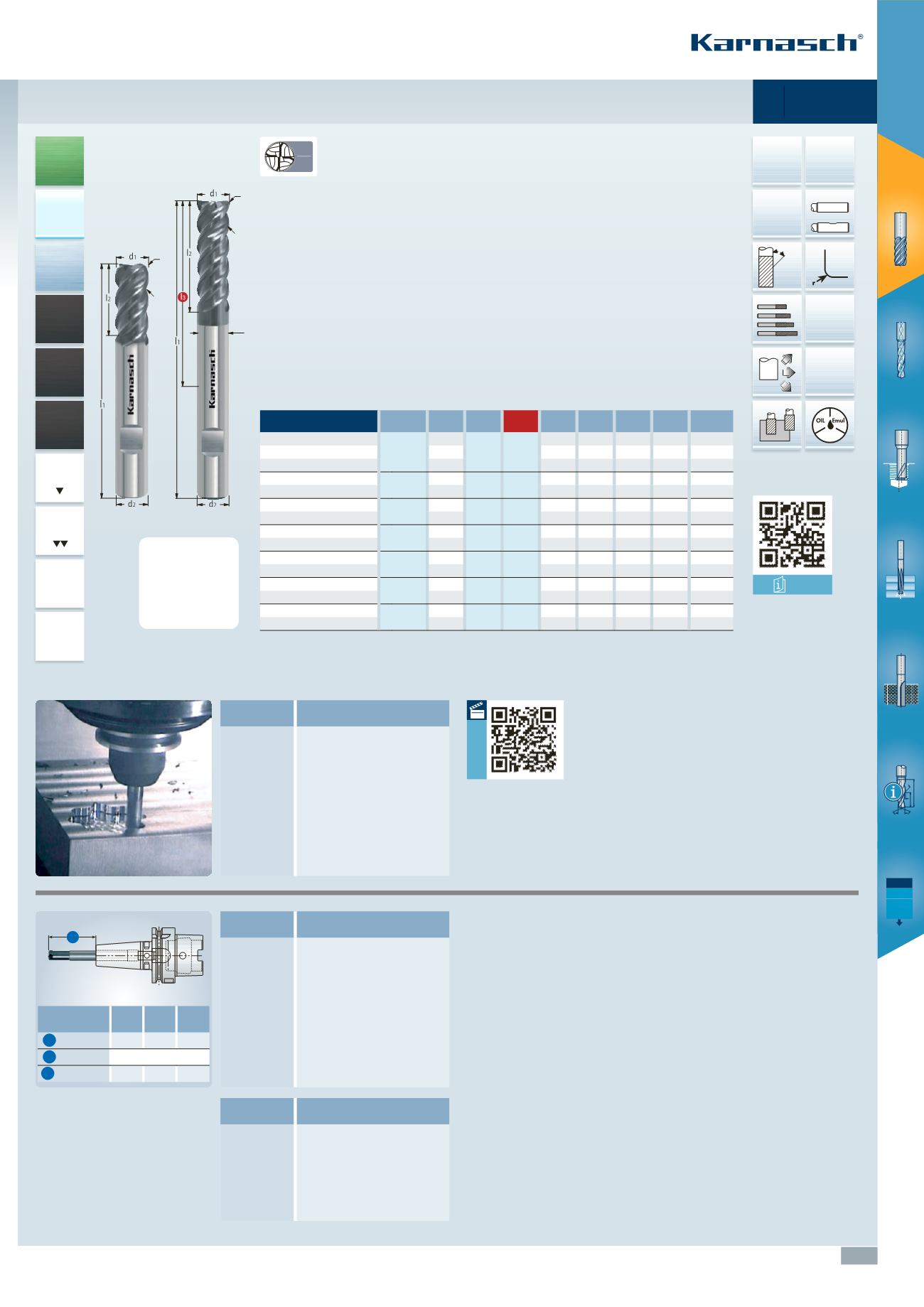
59
Z
4
l7
Z
r
Z
r
d3
d1 tol.
< Ø 6 - 0,025
< Ø 10 - 0,030
< Ø 16 - 0,035
< Ø 20 - 0,040
Art.
d1 *
r
l2
l3 d2 h5 d3 l1 Z
€
30 6432 0300 030 06
I
3,0
0,3
6
–
6
– 57 4
41,50
30 6432 0400 030 08
I
4,0
0,3
8
–
6
– 57 4
41,00
30 6432 0500 030 10
I
5,0
0,3
10
–
6
– 57 4
41,00
30 6432 0600 030 12
I
6,0
0,3
12
–
6
– 57 4
39,50
30 6432 0600 030 18
I
6,0
0,3
18
36
6 5,80 75 4
58,50
30 6432 0800 050 16
I
8,0
0,5
16
–
8
– 63 4
44,00
30 6432 0800 050 24
I
8,0
0,5
24
48
8 7,80 90 4
68,00
30 6432 1000 050 20
I
10,0
0,5
20
–
10
– 72 4
58,00
30 6432 1000 050 30
I
10,0
0,5
30
55
10 9,80 100 4
91,00
30 6432 1200 100 24
I
12,0
1,0
24
–
12
– 83 4
75,50
30 6432 1200 100 36
I
12,0
1,0
36
60
12 11,80 110 4
115,50
30 6432 1600 100 32
I
16,0
1,0
32
–
16
– 92 4
142,50
30 6432 1600 100 48
I
16,0
1,0
48
80
16 15,80 140 4
223,00
30 6432 2000 100 40
I
20,0
1,0
40
–
20
– 104 4
190,00
30 6432 2000 100 60
I
20,0
1,0
60
90
20 19,80 150 4
314,50
d3 < Ø10 HA / d3 > Ø12 HB
MOVIEArt.
30 6432
328SCHAFTFRÄSER · END MILLS
VHM-Extrem Rapid Cutter Nut- und Schruppfräser < 700 N/mm
2
Solid carbide extreme rapid cutter steel < 700 N/mm
2
1. Test
Reale Schnittdaten
Real cutting data
Werkstoff /
Work material
1.7225
Tool
12,0 x 24 r 1,0
Vc = 265 m/min.
n = 7.000 U/min.
Vf = 6.000 mm/min.
fz = 0,21 mm
ae = 1,25 mm
ap = 20,0 mm
Q = 138 cm/min.
2. Test
Reale Schnittdaten
Real cutting data
Werkstoff /
Work material
St 52-3U
Tool
12,0 x 24 r 1,0
Vc = 150 m/min.
n = 4.780 U/min.
Vf = 2.200 mm/min.
fz = 0,12 mm
ae = 8,0 mm
ap = 6,0 mm
Q = 105 cm/min.
Eintauchvorschub = 700 mm/min.
Plunging speed
3. Test
Reale Schnittdaten
Real cutting data
Werkstoff /
Work material
1.2085
Tool
16 x 32 r = 1,0
Vc = 120 m/min.
n = 2.355 U/min.
Vf = 800 mm/min.
Bearbeitungshinweise:
1. Vorausgesetzt, es werden stabile Maschinenverhältnisse und einwandfreie
Werkzeugaufnahmen verwendet (Schrumpffutter)
2. Die genannten Richtwerte basieren auf interpolationsfräsen auch in den
Ecken. Ohne Interpolationsfräsen reduzieren Sie die Schnittgeschwindigkeit
(Vc) um 50%-70% sowie die Schnitttiefe (ap) um 50%-80%.
3. Kühlen Sie mit MMKS (Minimalkühlschmierung) oder Luft.
4. Beim Eintauchen in Z-Achse mit einer Schräge von ≈ 2° ist der Vorschub
auf 40-60% zu reduzieren.
5. Die Richtwerte beziehen sich auf eine Auskraglänge l3 von 3xD. Für tiefere
Anwendungen sind Vc / ap / Vf den Gegebenheiten anzupassen.
6. Um optimale Schnittbedingungen zu erreichen sind die Einsatzbedingungen
vor Ort zu berücksichtigen.
Machining details:
1. Conditions must be: ridgid machine circumstances and excellent holders.
(shrinking holder)
2. The mentioned standard values based on interpolation milling also in
corners.
3. Coolant with MMKS [MQL (mist)] or air blow.
4. When dipping in Z-axis, you have to reduce the feed speed 40% - 60%.
5. The standard values refer to the length l3 of 3xD. For deeper applications
please adjust Vc/ap/Vf for the conditions.
6. In order to achieve ideal cutting results you have to consider your local
operating conditions.
Schnittdaten
Cutting data
GJL
GJS
STAHL
steel
<1100 N/mm
HRC
< 45
UNI
Schrupp-
schlicht
semifinishing
kurz-
spanend
short chip
lang-
spanend
long chip
GTW
GTS
Schruppen
roughing
MICRO
GRAIN
KARNASCH
NORM
N
DUO
DIN6535/FormHA
DIN6535/FormHB
50
°
Extrem
Rapid
Cutting
XP-772
Länge ausserhalb
Spannfutter
Overhang length
Vc - % ap - % Vf - %
l7
≤
4 x d1
100 100 100
l7
≤
5 x d1
70
70
80
l7
≤
4 x d1
50
50
70
Art. 100 101 102 7 6 5 4 3 2 1