

















 58 / 394
58 / 394

56
Ø 6 - Ø 8
Ø 10 - Ø 20
Z
3
Ø 4 - Ø 8
Ø 10 - Ø 20
Z
3
Z
4
Z
4
* tol. d1
Ø4 - Ø 6
-0,01/-0,048
Ø8 - Ø10
-0,01/-0,058
Ø12- Ø18
-0,01/-0,070
Ø20
-0,01/-0,084
* tol. d1
Ø4 - Ø 6
-0,01/-0,048
Ø8 - Ø10
-0,01/-0,058
Ø12- Ø18
-0,01/-0,070
Ø20
-0,01/-0,084
+50% +60% +100%
-30%
0
1 2 3 4
+50% +60% +100%
-30%
0
1 2 3 4
Art.
Ø d1 *
l2 d2 h6 l1
Z
€
30 6353 0400
I
4
8
6
57
3
60,00
30 6353 0600
I
6
13
6
57
3
63,00
30 6353 0800
I
8
19
8
63
3
79,00
30 6353 1000
I
10
22
10
72
4
86,00
30 6353 1200
I
12
26
12
83
4
108,00
30 6353 1600
I
16
32
16
92
4
163,00
30 6353 2000
I
20
38
20
104
4
243,00
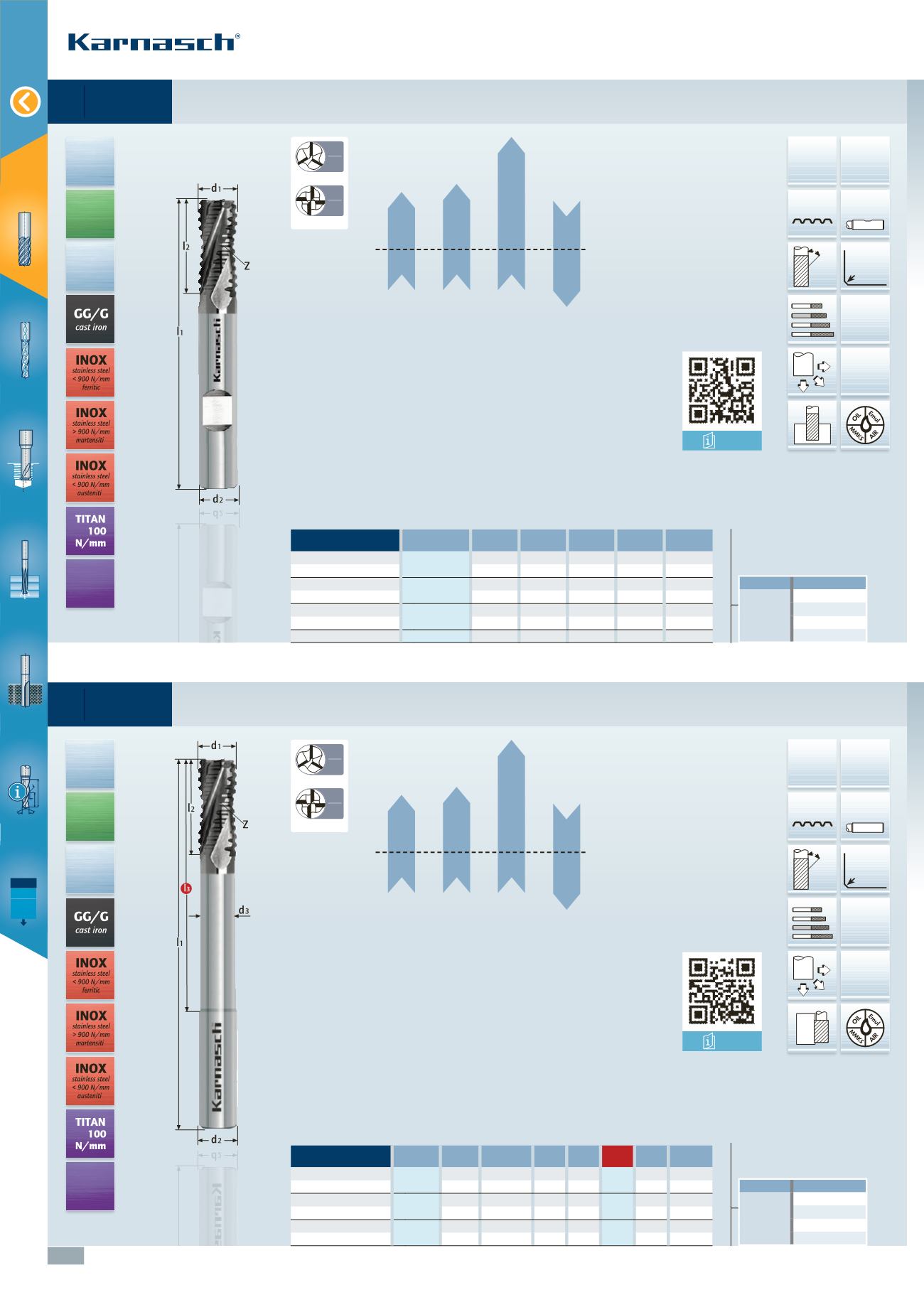
Art.
Ød1 * d2 h6 d3±0,05 l1 l2 l3 Z
€
30 6355 0600
I
6
6 5,5 80 15
44
3
84,00
30 6355 0800
I
8
8 7,5 85 21
49
3
106,00
30 6355 1000
I
10
10 9,5 100 24
60
4
125,00
30 6355 1200
I
12
12 11,5 120 28
65
4
166,00
30 6355 1600
I
16
16 15,5 125 34
77
4
241,00
30 6355 2000
I
20
20 19,5 150 42
90
4
358,00
Art.
30 6353
Art.
30 6355
297 297SCHAFTFRÄSER · END MILLS
Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
VHM-HXF-Profil-Schruppfräser, lang
Solid carbide roughing end mills with HXF profil, long
VHM-HXF-Profil-Schruppfräser, extra lang
Solid carbide roughing end mills with HXF profil, extra long
UNI
UNI
STAHL
steel
< 1670 N/mm
STAHL
steel
< 1670 N/mm
HRC
< 50
HRC
< 50
< 1
< 1
INCONEL
HASTELLOY
TITAN
INCONEL
HASTELLOY
TITAN
c
c
c
c
MICRO
GRAIN
KARNASCH
NORM
HXF
DIN 6535
Form HA
30
°
HSC
HPC
DVC-X3
45°
f
MICRO
GRAIN
DIN
6527 L
HXF
DIN 6535
Form HB
30
°
45°
f
HSC
HPC
DVC-X3
Schnittdaten
Cutting data
Schnittdaten
Cutting data
erhöhte
Oberflächen-
güte
Increased
surface
quality
Standzeit
Standing
time
Stück-
kosten
Costs per
unit
Zerspanungs-
leistung
Machining
performance
erhöhte
Oberflächen-
güte
Increased
surface
quality
Standzeit
Standing
time
Stück-
kosten
Costs per
unit
Zerspanungs-
leistung
Machining
performance
Art. 100 101 102 7 6 5 4 3 2 1