

















 233 / 394
233 / 394

Art.
Art.
231
29 0416
l
1
d
1
l
2
d
2
l
1
d
1
l
2
d
2
29 0417
l
1
d
1
l
2
d
2
Art.
d1 h10 l2 d2 h5 l1
Z
€
29 0417 0600 16
I
6 16
6 58
4
175,00
29 0417 0800 22
I
8 22
8 70
6
234,00
29 0417 1000 25
I
10 25
10 72
6
298,00
29 0417 1200 28
I
12
28
12 85
6
360,00
Art.
d1 h10 l2 d2 h5 l1
Z
€
29 0416 0600 16
I
6 16
6 58
4
121,00
29 0416 0800 22
I
8 22
8 70
6
150,00
29 0416 1000 25
I
10 25
10 72
6
198,00
29 0416 1200 28
I
12 28
12 85
6
238,00
Z
4
Z
6
Z
4
Z
6
360 360COMPOSITES TOOLS
Werkstückmitte
Werkstückmitte
MICRO
GRAIN
KARNASCH
NORM
SPEZIAL
DIN 6535
Form HAK
HPC
DCC031
impuls
MICRO
GRAIN
KARNASCH
NORM
SPEZIAL
DIN 6535
Form HA
HPC
DCC031
impuls
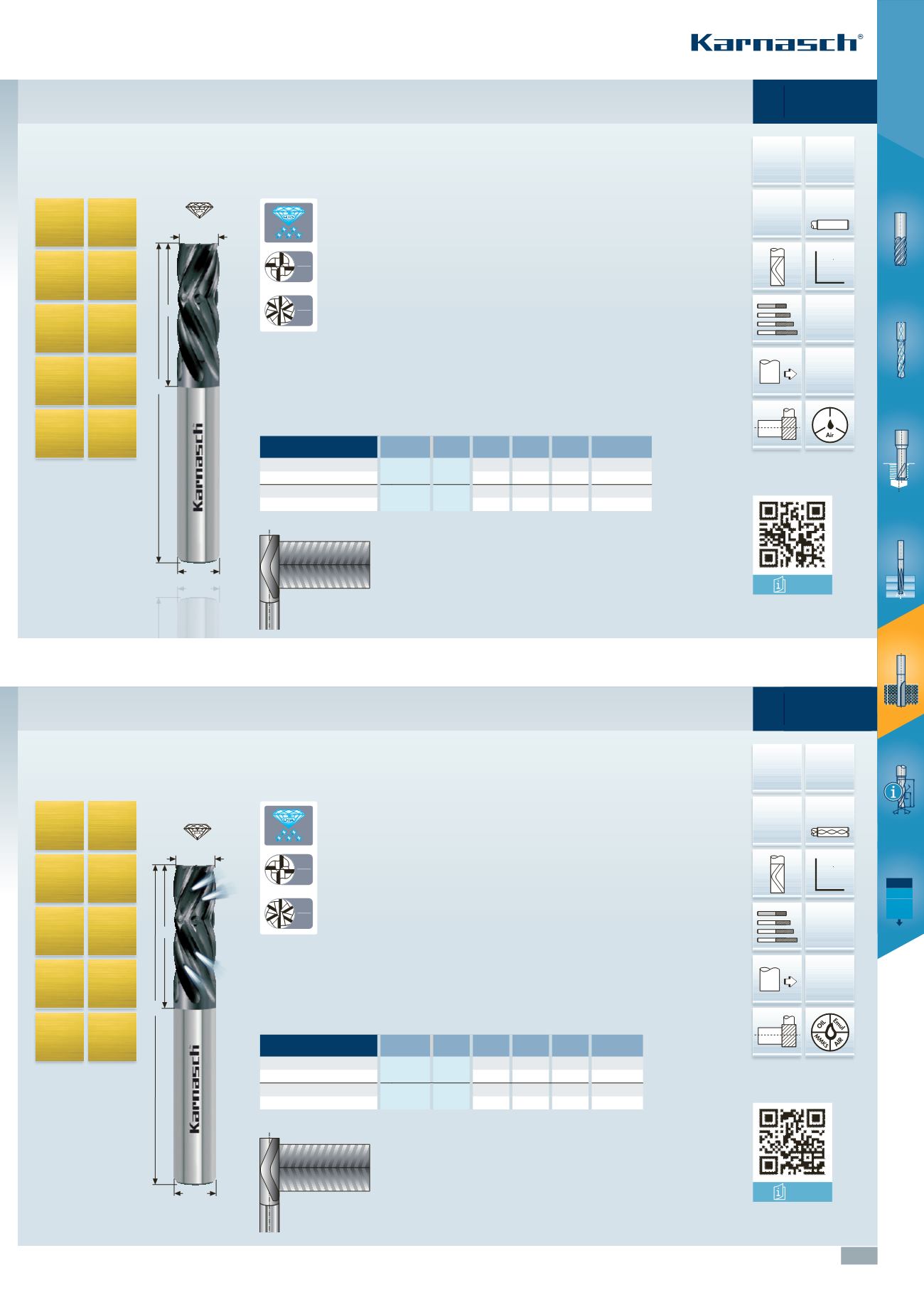
Diamantbeschichteter Vollhartmetall Typ „VR“Fräser für gratfreies Fräsen an Ober- und
Unterkante von faserverstärkten Kunststoffen
ohne Innenkühlung
Diamond-coated solid-carbide type "VR" end mill for burr-free milling upper and lower edges in
fibre-reinforced plastics
without inner cooling
PA-66
PA-66
Honey
comb
Honey
comb
CFK
CFK
PVDF
GF25
PVDF
GF25
PTFE
CF25
PTFE
CF25
POM
GF25
POM
GF25
PEEK
CF30
PEEK
CF30
GFK
COMPO-
SITES
GFK
COMPO-
SITES
PEEK
GF30
PEEK
GF30
Die gleichzeitig ziehende und schiebende Anordnung der
Schneiden verhindert Delamination.
Concurrent drawing and pushing blade alignment prevents
delamination.
Schnittdaten
Cutting data
Schnittdaten
Cutting data
Diamantbeschichteter Vollhartmetall Typ „VRK“Fräser für gratfreies Fräsen an Ober- und
Unterkante von faserverstärkten Kunststoffen
mit Innenkühlung
Diamond-coated solid-carbide type "VRK" end mill for burr-free milling upper and lower edges
in fibre-reinforced plastics
with inner cooling
Die gleichzeitig ziehende und schiebende Anordnung der
Schneiden verhindert Delamination.
Concurrent drawing and pushing blade alignment prevents
delamination.
Art. 100 101 102 7 6 5 4 3 2 1