

















 307 / 394
307 / 394

305
Art.
30 6486
Art.
30 6486
Werkstoffgruppe
Material group
Festigkeit
Strength
Ø 2
Ø 3
Ø 4
Ø 5
Ø 6
Ø 8
Ø 10
Ø 12
N/mm
2
1.1-1.2-1.3-1.4-1.5
Unlegierte Stähle /
Unalloyed stells
<1100
N/mm
2
ap
ae
n
vf
0,04
0,10
38000
7500
0,06
0,15
25500
7000
0,08
0,20
19000
6500
0,10
0,25
16000
6000
0,12
0,30
12000
7500
0,16
0,40
9000
6500
0,20
0,50
7000
6000
0,24
0,60
6000
5500
2.1-2.2-2.3-2.4-2.5-
2.6
Vergütungsstähle /
Alloy steels
<30 HRC
ap
ae
n
vf
0,04
0,10
38000
7500
0,06
0,15
25500
7000
0,08
0,20
19000
6500
0,10
0,25
16000
6000
0,12
0,30
12000
7000
0,16
0,40
9000
6000
0,20
0,50
7000
5000
0,24
0,60
6000
5000
3.1-3.2
Hochlegierte Stähle /
High alloy steels
<35 HRC
ap
ae
n
vf
0,04
0,10
28000
7000
0,06
0,15
28000
6700
0,08
0,20
24000
6000
0,10
0,25
12000
5800
0,12
0,30
9000
5500
0,16
0,40
7000
5000
0,20
0,50
5500
4500
0,24
0,60
4500
4000
4.1-4.2-4.3
Rostfreie Stähle /
Stainless steels
<45 HRC
ap
ae
n
vf
0,04
0,10
26000
4500
0,06
0,15
17000
4500
0,08
0,20
13000
4000
0,10
0,25
11000
3800
0,12
0,30
8500
5000
0,16
0,40
6500
4500
0,20
0,50
5000
4000
0,24
0,60
4000
3500
8.1
Gehärtete Stähle /
Hardened steels
<55 HRC
a
ae
n
vf
0,04
0,10
22000
3200
0,06
0,15
15000
3100
0,08
0,20
11000
3000
0,10
0,25
9000
3000
0,12
0,30
7000
3500
0,16
0,40
5200
3200
0,20
0,50
4000
2600
0,24
0,60
3500
2400
8.2
Gehärtete Stähle /
Hardened Steels
<60 HRC
ap
ae
n
vf
0,04
0,10
17000
2700
0,06
0,15
11500
2500
0,08
0,20
8500
2200
0,10
0,25
7200
2000
0,12
0,30
6500
3000
0,16
0,40
5000
2800
0,20
0,50
4000
2500
0,24
0,60
3200
2200
8.3
Gehärtete Stähle /
Hardened steels
<65 HRC
ap
ae
n
vf
0,04
0,10
14000
2300
0,06
0,15
9000
2200
0,08
0,20
7000
2000
0,10
0,25
5500
1900
0,12
0,30
5800
2500
0,16
0,40
4200
2200
0,20
0,50
3500
2000
0,24
0,60
2800
1500
8.3
Gehärtete Stähle /
Hardened steels
<70 HRC
ap
ae
n
vf
0,04
0,10
8500
1400
0,06
0,15
5500
1300
0,08
0,20
4400
1200
0,10
0,25
3500
1100
0,12
0,30
3700
1500
0,16
0,40
2800
1300
0,20
0,50
2200
1200
0,24
0,60
1800
1000
Werkstoffgruppe
Material group
Festigkeit
Strength
Ø 2
Ø 3
Ø 4
Ø 5
Ø 6
Ø 8
Ø 10
Ø 12
N/mm
2
1.1-1.2-1.3-1.4-1.5
Unlegierte Stähle /
Unalloyed stells
<1100
N/mm
2
ap
ae
n
vf
0,04
0,10
55000
10000
0,06
0,15
35000
9500
0,08
0,20
27000
9000
0,10
0,25
22000
8000
0,12
0,30
18000
11000
0,16
0,40
13500
10000
0,20
0,50
11000
9000
0,24
0,60
9000
8500
2.1-2.2-2.3-2.4-2.5-
2.6
Vergütungsstähle /
Alloy steels
<30
HRC
ap
ae
n
vf
0.04
0,10
55000
9500
0,06
0,15
35000
9000
0,08
0,20
27000
8500
0,10
0,25
22000
7500
0,12
0,30
18000
10000
0,16
0,40
13500
9500
0,20
0,50
11000
8500
0,24
0,60
9000
8000
3.1-3.2
Hochlegierte Stähle /
High alloy steels
<35
HRC
ap
ae
n
vf
0.04
0.10
45000
9000
0,06
0,15
30000
8500
0,08
0,20
23000
8000
0,10
0,25
20000
7500
0,12
0,30
17000
10000
0,16
0,40
12500
9500
0,20
0,50
10000
8500
0,24
0,60
8500
8000
4.1-4.2-4.3
Rostfreie Stähle /
Stainless steels
<45
HRC
ap
ae
n
vf
0,04
0,10
44000
8200
0,06
0,15
29000
7500
0,08
0,20
22000
6500
0,10
0,25
18000
6200
0,12
0,30
16500
9800
0,16
0,40
12500
8500
0,20
0,50
9500
7500
0,24
0,60
8000
7000
8.1
Gehärtete Stähle /
Hardened steels
<55
HRC
ap
ae
n
vf
0,04
0,10
36000
6200
0,06
0,15
24500
5200
0,08
0,20
18000
4800
0,10
0,25
15000
5000
0,12
0,25
14000
7000
0,16
0,40
10000
6000
0,20
0,50
8000
5500
0,24
0,50
7000
5000
8.2
Gehärtete Stähle /
Hardened steels
<60
HRC
ap
ae
n
vf
0,04
0,10
27000
4200
0,06
0,15
18000
3800
0,08
0,20
13000
3500
0,10
0,25
11000
3200
0,12
0,25
11000
5000
0,16
0,40
8000
4500
0,20
0,50
6500
4000
0,24
0,50
5500
3500
8.3
Gehärtete Stähle /
Hardened steels
<65
HRC
ap
ae
n
vf
0,04
0,10
25000
4000
0,06
0,15
17000
3500
0,08
0,20
13000
3200
0,10
0,25
10000
3000
0,12
0,25
10000
4500
0,16
0,40
7500
4000
0,20
0,50
6000
3200
0,24
0,50
5000
2800
8.3
Gehärtete Stähle /
Hardened steels
<70
HRC
ap
ae
n
vf
0,04
0,10
17500
2700
0,06
0,15
11500
2500
0,08
0,20
8500
2200
0,10
0,25
7000
2000
0,12
0,25
7000
2500
0,16
0,40
5100
2400
0,20
0,50
4100
2200
0,24
0,50
3500
1800
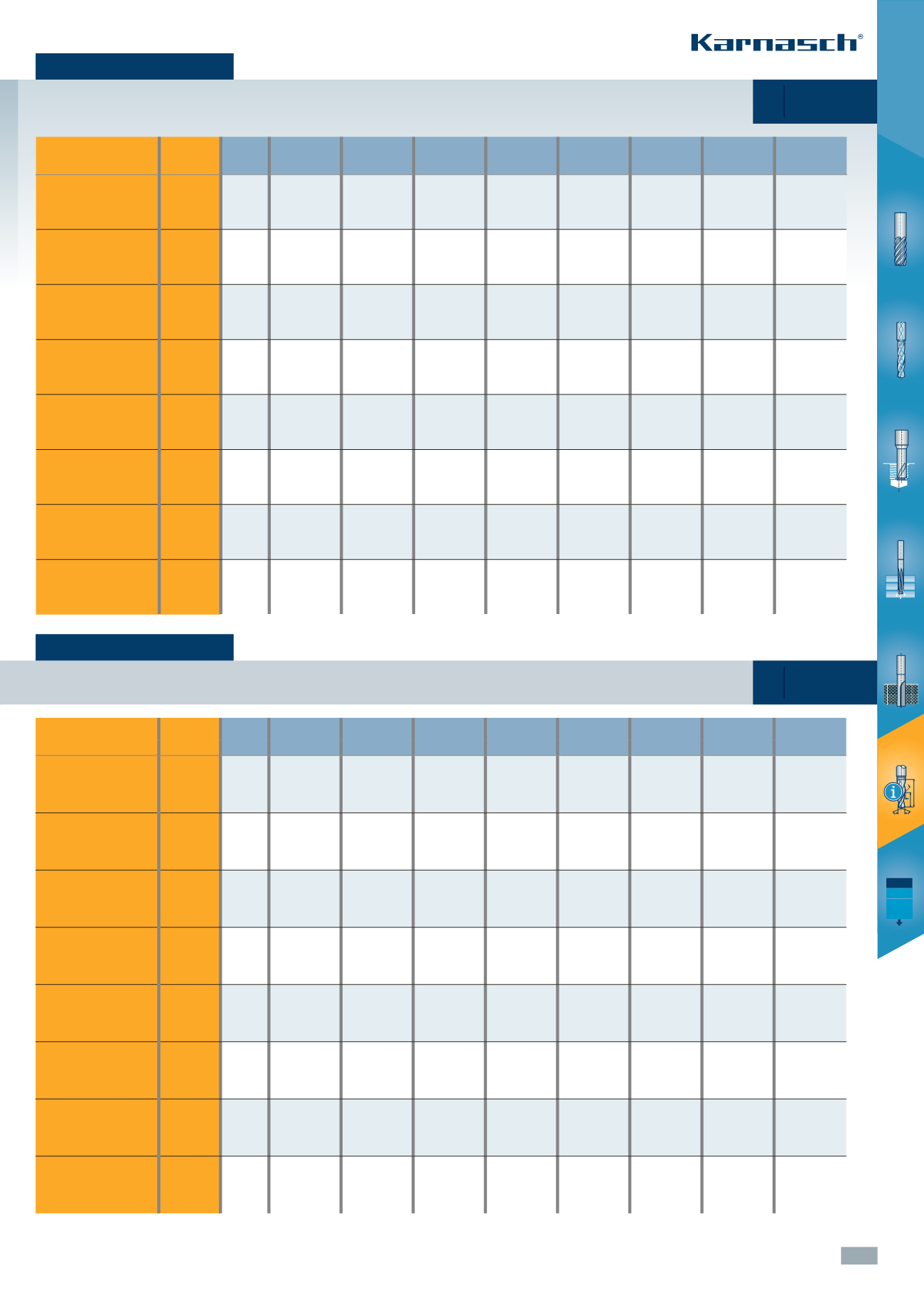
HSC
-Schlichten/
HSC
-Finishing
HSC
-Schlichten/
HSC
-Finishing
Richtwerte für den Einsatz von Karnasch VHM- HSC- HRC Radiusfräsern 3D - Z=4 – High-Performance
Recommended cutting data for Karnasch solid carbide ball nose 3D – 4 flutes
Richtwerte für den Einsatz von Karnasch VHM- HSC- HRC Radiusfräsern 3D - Z=4 – High-Performance
Recommended cutting data for Karnasch solid carbide ball nose 3D – 4 flutes
Art. 100 101 102 7 6 5 4 3 2 1