

















 302 / 394
302 / 394

300
l7
Art.
30 6433
ap
ae
ap
ae
Art.
30 6349
Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
Bearbeitungshinweise:
1. Vorausgesetzt, es werden stabile Maschinenverhältnisse und einwandfreie
Werkzeugaufnahmen verwendet (Schrumpffutter)
2. Die genannten Richtwerte basieren auf interpolationsfräsen auch in den Ecken.
Ohne Interpolationsfräsen reduzieren Sie die Schnittgeschwindigkeit (Vc) um
50%-70% sowie die Schnitttiefe (ap) um 50%-80%.
3. Kühlen Sie mit MMKS (Minimalkühlschmierung) oder Luft.
4. Beim Eintauchen in Z-Achse mit einer Schräge von ≈ 2° ist der Vorschub auf
40-60% zu reduzieren.
5. Die Richtwerte beziehen sich auf eine Auskraglänge l3 von 3xD. Für tiefere
Anwendungen sind Vc / ap / Vf den Gegebenheiten anzupassen.
6. Um optimale Schnittbedingungen zu erreichen sind die Einsatzbedingungen vor
Ort zu berücksichtigen.
Machining details:
1. Conditions must be: ridgid machine circumstances and excellent holders.
(shrinking holder)
2. The mentioned standard values based on interpolation milling also in corners.
3. Coolant with MMKS [MQL (mist)] on air blow.
4. When dipping in Z-axis, you have to reduce the feed speed 40% > 60%.
5. The standard values refer to the length l3 od 3xD. For deeper applications
please adjust Vc/ap/Vf for the conditions.
6. In order to achieve ideal cutting results you have to consider your local
operating conditions.
Werkstoff
Festigkeit
n/Vf
Ø2 rp
Ø3 rp
Ø4 rp
Ø5 rp
Ø6 rp
Ø7 rp
Ø8 rp
Ø9 rp
Ø10 rp
Ø11 rp
Ø12 rp
Ø13 rp
Ø16 rp
Material
Strength
0,5
0,75
1,0
1,2
1,5
1,5
2,0
2,0
2,0
2,0
3,0
3,0
4,0
N/mm
2
1.1
Automatenstähle
< 450
n (min
1
)
32.000
21.000
16.000
12.000
11.000
9.000
8.000
7.000
6.000
6.000
5.000
5.000
4.500
1.2
unalloyed steel
< 650 Vf (mm/min)
10.000
12.000
12.000
13.000
14.000
12.000
13.000
12.000
13.000
12.000
13.000
13.000
12.000
1.3
< 750
2.1
Vergütungsstähle
< 600
n (min
1
)
32.000
21.000
15.000
12.000
11.000
9.000
8.000
7.000
6.000
6.000
5.000
5.000
5.000
2.2
alloyed steel
< 950 Vf (mm/min)
9.000
12.000
11.000
12.000
13.000
10.000
12.000
11.000
12.000
11.000
11.000
11.000
11.000
4.1
Rostfreie Stähle
< 1500 n (min
1
)
24.000
16.000
12.000
10.000
8.000
6.500
6.000
5.000
4.500
4.000
4.000
3.500
3.000
4.2 ferritisch, martensitisch < 1500 Vf (mm/min)
7.000
8.000
8.000
9.000
9.000
8.000
9.000
8.000
9.000
8.000
8.000
7.000
6.000
4.3
Stainless steels
< 1500
ferritic, martensitic
8.1
Toolox 44
45-55 HRC n (min
1
)
22.000
16.000
12.000
9.000
7.500
6.500
6.000
5.000
4.500
4.000
4.000
3.500
3.200
≤
rp2=ap 0,1 x rp ae=0,3xd1
Vf (mm/min)
6.000
7.000
6.000
8.000
8.000
7.000
8.000
7.000
8.000
7.000
8.000
7.000
6.500 >rp2=ap 0,2 x rp ae=0,3xd1
8.2
gehärtete Stähle 55-60 HRC n (min
1
)
16.000
10.000
8.000
6.000
5.000
4.500
4.000
3.500
3.000
3.000
2.500
2.500
2.000
≤
rp2=ap 0,05 x rp ae=0,3xd1
hardened material
Vf (mm/min)
2.500
3.000
3.000
3.000
3.500
3.000
2.500
2.000
2.200
2.500
3.000
2.800
2.200
≤
rp2=ap 0,1 x rp ae=0,3xd1
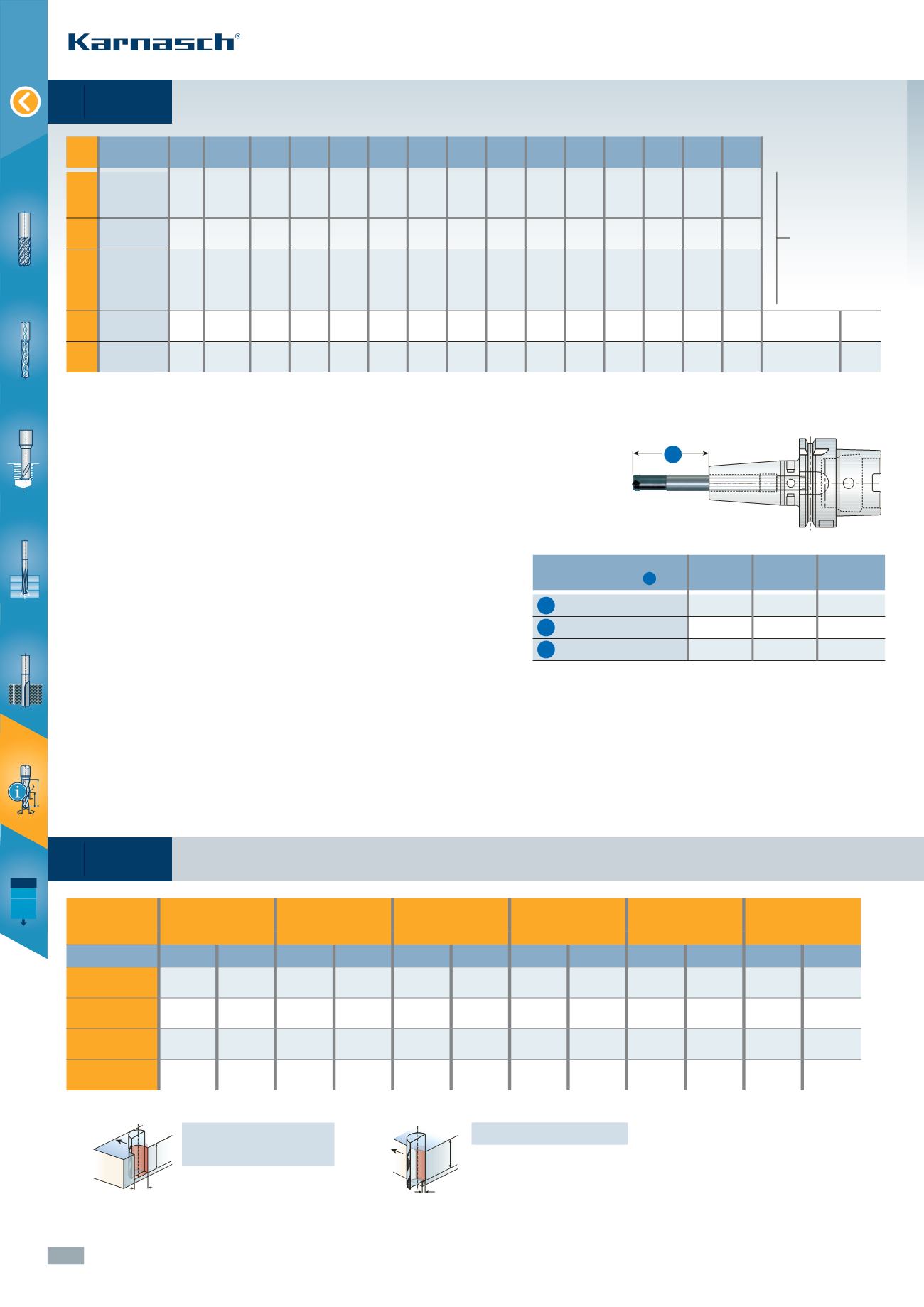
l7
≤
4 x d1
100
100
100
l7
≤
5 x d1
70
70
80
l7
≤
6 x d1
50
50
70
Werkstoff-
gruppe
Material
group
ap = 0,1 x rp
ae = 0,3 x d1
Länge außerhalb Spannfutter
Vc - % ap - % Vf - %
overhang length l7
Empfohlene Richtwerte für High-Performance Fräser
Recommended cutting data for high performance mills
Werkstoffgruppe
Material group
Unlegierte Stähle
Unalloyed steels
<850 N/mm²
Vergütungsstähle
Alloy steels
< 1100 N/mm²
Hochlegierte Stähle
High alloy steels
< 1400 N/mm²
Rostfreie Stähle
Stainless steels
35 - 45 HRC
Titan
Titanium
< 1200 N/mm²
Gusseisen
Cast irons
< 250 HB
1.1 – 1.2
2.1 - 2.2 - 2.3
3.1 - 3.2
4.1 - 4.2 - 4.3
6.1 - 6.2
7.1 - 7.2 - 7.3 - 7.4
d1
Vc mm/
min
fz/mm Vc mm/
min
fz/mm Vc mm/
min
fz/mm Vc mm/
min
fz/mm Vc mm/
min
fz/mm Vc mm/
min
fz/mm
6,0
8,0
180
180
0,028
0,040
180
180
0,028
0,040
140
140
0,028
0,040
60
60
0,020
0,030
40
40
0,020
0,030
120
120
0,028
0,040
10,0
12,0
180
180
0,050
0,060
180
180
0,050
0,060
140
140
0,050
0,060
60
60
0,040
0,050
40
40
0,040
0,050
120
120
0,050
0,060
14,0
16,0
180
180
0,060
0,080
180
180
0,060
0,080
140
140
0,060
0,080
60
60
0,050
0,060
40
40
0,050
0,060
120
120
0,060
0,070
18,0
20,0
180
180
0,080
0,100
180
180
0,080
0,100
140
140
0,080
0,100
60
60
0,060
0,080
40
40
0,060
0,080
120
120
0,080
0,100
< 6Ø = ap 0,75 x D
> 8Ø = ap 1,00 x D
> 6Ø = ap 1,00 x D > 1,3 xD
Empfohlene Schnittdaten für Karnasch 1xD Schruppfräser HPC
Recommended cutting data for Karnasch 1xD solid carbide roughing end mills
Art. 100 101 102 7 6 5 4 3 2 1