

















 329 / 394
329 / 394

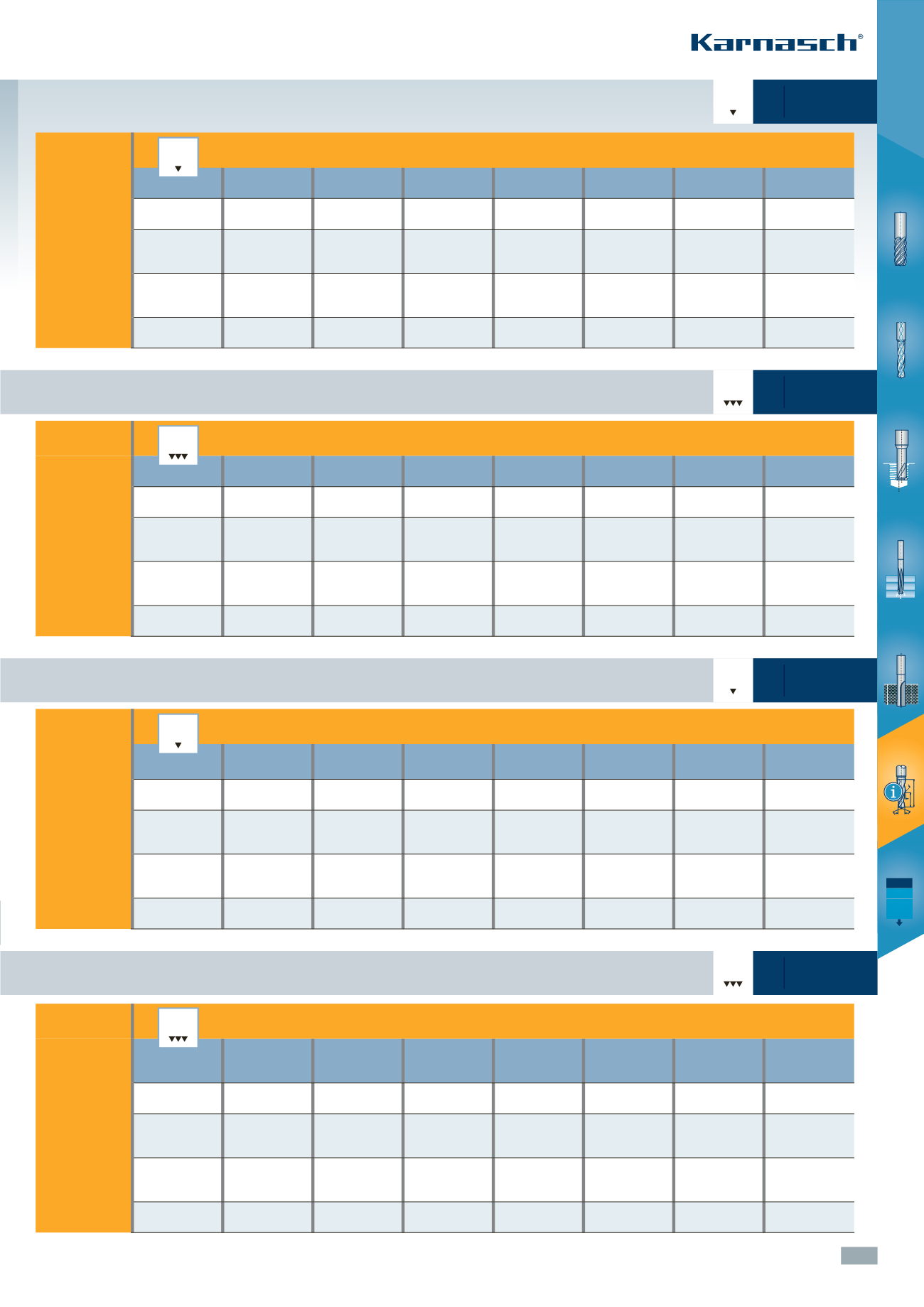
327
Art.
30 6560
Art.
30 6560
Art.
30 6560
Art.
30 6560
Werkstoff
Material
HSK 40 – HSK 32 – SK 40
Graphit
d1 x l3
Vc
m/min
n
min
1
ap
mm
ae
mm
fz
mm
Vf
mm/min.
Q
cm
3
/ min.
1
6,0 x 30
6,0 x 60
480 - 600
400 - 500
25.500 - 32.000
21.000 - 26.000
≈ 6
≈ 4,0
≈ 2,5
0,09
0,06
≈ 11.000
≈ 6.500
≈ 28,0
≈ 9,0
8,0 x 30
8,0 x 60
8,0 x 100
480 - 600
400 - 500
300 - 400
19.000 - 24.000
16.000 - 20.000
12.000 - 18.000
≈ 8
≈ 6,0
≈ 3,5
≈ 2,0
0,12
0,80
0,60
≈ 11.000
≈ 6.500
≈ 4.300
≈ 55,0
≈ 20,0
≈ 7,0
10,0x 30
10,0x 60
10,0x 100
480 - 600
450 - 550
400 - 500
15.000 - 19.000
14.000 - 17.000
13.000 - 16.000
≈ 10
≈ 8,0
≈ 7,5
≈ 5,0
0,15
0,12
0,10
≈ 11.500
≈ 8.000
≈ 6.800
≈ 91,0
≈ 66,0
≈ 32,0
12,0x 45
12,0x 60
450 - 550
400 - 500
12.000 - 14.000
10.500 - 13.000
≈ 12
≈ 10,0
≈ 6,0
0,18
0,14
≈ 10.000
≈ 7.500
≈ 120,0
≈ 54,0
Schruppen
roughing
Schruppen
roughing
Werkstoff
Material
HSK 63 – HSK 50 – SK 40
Graphit
Schlichten
Finishing
d1 x l3
Vc
m/min
1
n
min
1
ap
mm
ae
mm
fz
mm
Vf
mm/min.
6,0 x 30
6,0 x 60
150 - 190
130 - 160
8.000 - 10.000
6.800 - 8.500
≈ 3,0
≈ 1,6
0,3 - 0,9
0,3 - 0,9
0,08
0,08
≈ 4.000
≈ 2.700
8,0 x 30
8,0 x 60
8,0 x 100
150 - 190
130 - 160
110 - 130
6.000 - 7.500
5.000 - 6.500
4.100 - 5.100
≈ 4,0
≈ 2,2
≈ 1,5
0,4 - 1,2
0,4 - 1,2
0,4 - 1,2
0,12
0,12
0,12
≈ 3.600
≈ 3.100
≈ 2.400
10,0x 30
10,0x 60
10,0x 100
150 - 190
130 - 170
120 - 160
4.800 - 6.000
4.400 - 5.500
4.100 - 5.100
≈ 5,0
≈ 4,0
≈ 3,0
≈ 0,5 - 1,5
≈ 0,5 - 1,5
≈ 0,5 - 1,5
0,15
0,15
0,15
≈ 3.600
≈ 3.300
≈ 3.000
12,0x 45
12,0x 60
140 - 180
110 - 130
3.600 - 4.700
2.800 - 3.400
≈ 6,0
≈ 4,0
≈ 0,6 - 1,8
≈ 0,6 - 1,8
0,18
0,18
≈ 3.400
≈ 2.400
Schlichten
finishing
Werkstoff
Material
HSK 40 – HSK 32 – SK 40
Graphit
d1 x l3
Vc
m/min
n
min
1
ap
mm
ae
mm
fz
mm
Vf
mm/min.
6,0 x 30
6,0 x 60
560 - 700
470 - 600
29.000 - 37.000
25.000 - 31.000
≈ 6
0,3 - 0,9
0,3 - 0,9
0,09
0,09
≈ 13.000
≈ 11.000
8,0 x 30
8,0 x 60
8,0 x 100
560 - 700
470 - 600
400 - 500
22.000 - 28.000
19.000 - 23.500
15.500 - 19.500
≈ 8
0,4 ≈ 1,2
0,4 ≈ 1,2
0,4 ≈ 1,2
0,12
0,12
0,12
≈ 13.000
≈ 11.000
≈ 9.500
10,0x 30
10,0x 60
10,0x 100
560 - 700
500 - 600
480 - 600
18.000 - 22.000
15.700 - 19.000
15.000 - 19.000
≈ 10
0,4 ≈ 1,5
0,4 ≈ 1,5
0,4 ≈ 1,5
0,15
0,15
0,15
≈ 13.000
≈ 11.500
≈ 11.000
12,0x 45
12,0x 60
500 - 600
480 - 550
13.000 - 15.500
12.500 - 14.300
≈ 12
0,4 ≈ 1,8
0,4 ≈ 1,8
0,18
0,18
≈ 11.000
≈ 10.000
Werkstoff
Material
HSK 63 – HSK 50 – SK 40
Graphit
d1 x l3
Vc
m/min
n
min
1
ap
mm
ae
mm
fz
mm
Vf
mm/min.
Q
cm
3
/ min.
1
6,0 x 30
6,0 x 60
150 - 190
130 - 160
8.000 -10.000
6.500 - 8.500
≈ 3,0
≈ 1,6
≈ 4,0
≈ 2,5
0,09
0,06
≈ 3.500
≈ 2.100
≈ 42,0
≈ 9,0
8,0 x 30
8,0 x 60
8,0 x 100
150 - 190
130 - 160
110 - 130
6.000 - 7.500
5.000 - 6.500
4.100 - 5.100
≈ 4,0
≈ 2,2
≈ 1,5
≈ 6,0
≈ 3,5
≈ 2,5
0,12
0,08
0,05
≈ 3.600
≈ 2.100
≈ 1.020
≈ 87,0
≈ 18,0
≈ 6,0
10,0x 30
10,0x 60
10,0x 100
150 - 190
130 - 170
120 - 160
4.800 - 6.000
4.400 - 5.500
4.100 - 5.100
≈ 5,0
≈ 4,0
≈ 3,0
≈ 8,0
≈ 6,0
≈ 4,5
0,15
0,12
0,10
≈ 3.600
≈ 2.800
≈ 2.100
≈ 144,0
≈ 70,0
≈ 30,0
12,0x 45
12,0x 60
140 - 180
110 - 130
3.600 - 4.700
2.800 - 3.400
≈ 6,0
≈ 4,0
≈ 9,0
≈ 6,0
0,20
0,15
≈ 3.800
≈ 2.000
≈ 152,0
≈ 82,0
Empfohlene Schnittdaten für DIAMANT-beschichtete Fräswerkzeuge / HSC-Bearbeitung
Recommended cutting data for diamond coated solid carbide end mills HSC
Empfohlene Schnittdaten für DIAMANT-beschichtete Fräswerkzeuge / HSC-Bearbeitung
Recommended cutting data for diamond coated solid carbide end mills HSC
Empfohlene Schnittdaten für DIAMANT-beschichtete Fräswerkzeuge / HSC-Bearbeitung
Recommended cutting data for diamond coated solid carbide end mills HSC
Empfohlene Schnittdaten für DIAMANT-beschichtete Fräswerkzeuge / HSC-Bearbeitung
Recommended cutting data for diamond coated solid carbide end mills HSC
Schlichten
finishing
Schruppen
roughing
Schlichten
finishing
Schruppen
roughing
Schlichten
finishing
Art. 100 101 102 7 6 5 4 3 2 1