

















 333 / 394
333 / 394

331
90°
6xD 12xD 18xD
KFv
0,8
0,6
0,4
Art.
22 0322
Art.
22 0322
Art.
22 0322
Richtwerte für den Einsatz der KARNASCH VHM-Hochleistungsbohrer mit Innenkühlung ab Ø 0,8 – Ø 2,9
Recommended cutting data for solid carbide twist drill, with interior cooling supply
Praxistest Minibohrer Vollhartmetall mit Innenkühlung
Richtwerte für den Einsatz der KARNASCH VHM-Hochleistungsbohrer mit Innenkühlung ab Ø 2,0 – Ø 2,95 24xD – 30xD
Recommended cutting data for solid carbide twist drill, with interior cooling supply
1.1 – 1.2
St37, St42, C22, GS38
bis 600 N/mm
2
100-120
0,07 - 0,15
1.3
St50, St60, C35, GS52
bis 700 N/mm
2
85-105
0,07 - 0,15
St70, C45, GS62
über 700 N/mm
2
75-90
0,05 - 0,12
1.4 – 1.5
16MnCr45, 42CrMo4,
bis 900 N/mm
2
2.1 – 2.2 – 3.1
50CrNi13, C60
65-85
0,06 - 0,12
90 MnCrV8, 100Cr6
bis 1000 N/mm
2
50-70
0,05 - 0,12
X210Cr12, 34 CrAINi7
über 1000 N/mm
2
40-60
0,05 - 0,12
4.1 – 4.2
X12Cr Nis 18 8
35-60
0,04 - 0,08
4.3
X10CrNINb 18 9
35-60
0,04 - 0,08
7.1 – 7.2 – 7.3
GG 20, GGG40, GTS45
bis 200 HB
85-105
0,15 - 0,25
7.4 – 7.5 – 7.6
GG30, GGG60, GTW40
bis 250 HB
75-90
0,15 - 0,25
GG40, GGG70, GTS70
über 250 HB
65-80
0,15 - 0,25
8.4
350-450 HB
40-70
0,06 - 0,12
Die angegebenen Richtwerte für die Schnittgeschwindigkeit Vc sind je nach Bohrtiefe bezogen auf den Durchmesser mit dem
Korrekturfaktor KFv zu multiplizieren.
The indicated standard values for the cutting speed Vc depends on drilling depth related to the diameter to multiply by the cor-
rection factor KFv.
Die in den Schnittwerttabellen enthaltenen Richtwerte gelten nur beim Einsatz
von Schrumpf- oder Hydrodehnspannfuttern.
Werkstoffgruppe
Werkstoff
Festigkeit
Schnittge-
Vorschub pro Umdrehung (mm)
Material group
Härte
schwindig-
bezogen auf Bohrerdurchmesserbereich
keit Vc (m/min)
1,0 - 2,9 Ø
12 x D Bohren ab 0,8 mm mit Innenkühlung ist nicht
jedermann’s Sache!
Als Vorreiter in Sachen HSC-Bohren mit Bohrtiefen über 5 x D haben wir uns in der
Branche einen Namen gemacht. Weltweit haben wir bei unzähligen Kunden die Bearbei-
tungszeiten um bis zu 600% reduziert und gleichzeitig die Prozesssicherheit und Standzeit
um ein vielfaches erhöhen können.
Das neueste Produkt sind MINI-Vollhartmetallbohrer
ab 0,8 mm mit Innenkühlung
mit
einer
Bohrtiefe von 18 x D.
Der Wettbewerbsdruck unserer Kunden in der weltweit
zunehmenden Globalisierung hat uns dazu bewogen diesen Schritt zu gehen. Diese HSC-
Minibohrer
mit Innenkühlung 6 x D und 12 x D
können in den Abmessungen 1,0 mm bis
2,9 mm um 0,1 mm steigend ab Lager geliefert werden.
Ab 3,0 mm bis 20,0 mm können Sie auf das bestehende Programm in 3 x D / 5 x D / 8 x D /
12 x D zurückgreifen.
12 x D drilling starting from 0,8 mm with interior cooling
supply isn’t everyones thing.
As pioneer in HSC-drills with drilling dephts over 5 x D our reputation is well known all
over the world. Productive time of our customer decreased up to 600%. Increased pro-
cess security and cutting-edge live at the same time.
The latest products are Mini-solid carbide drills, starting
from 0,8 mm with interior
cooling supply with drilling depht up to 12 x D
. The competition-pressure from our cus-
tomers in the worldwide increasing globalization forced us into this direction. These
HSC-Mini drills
with interior cooling supply 6 x D and 18 x D
can be supplied in the dimen-
sions 1,0 mm to 2,9 mm in 0,1 mm steps from stock.
From 3,0 mm to 20,0 mm see our existing program in 3 x D, 5 x D, 8 x D, 12 x D.
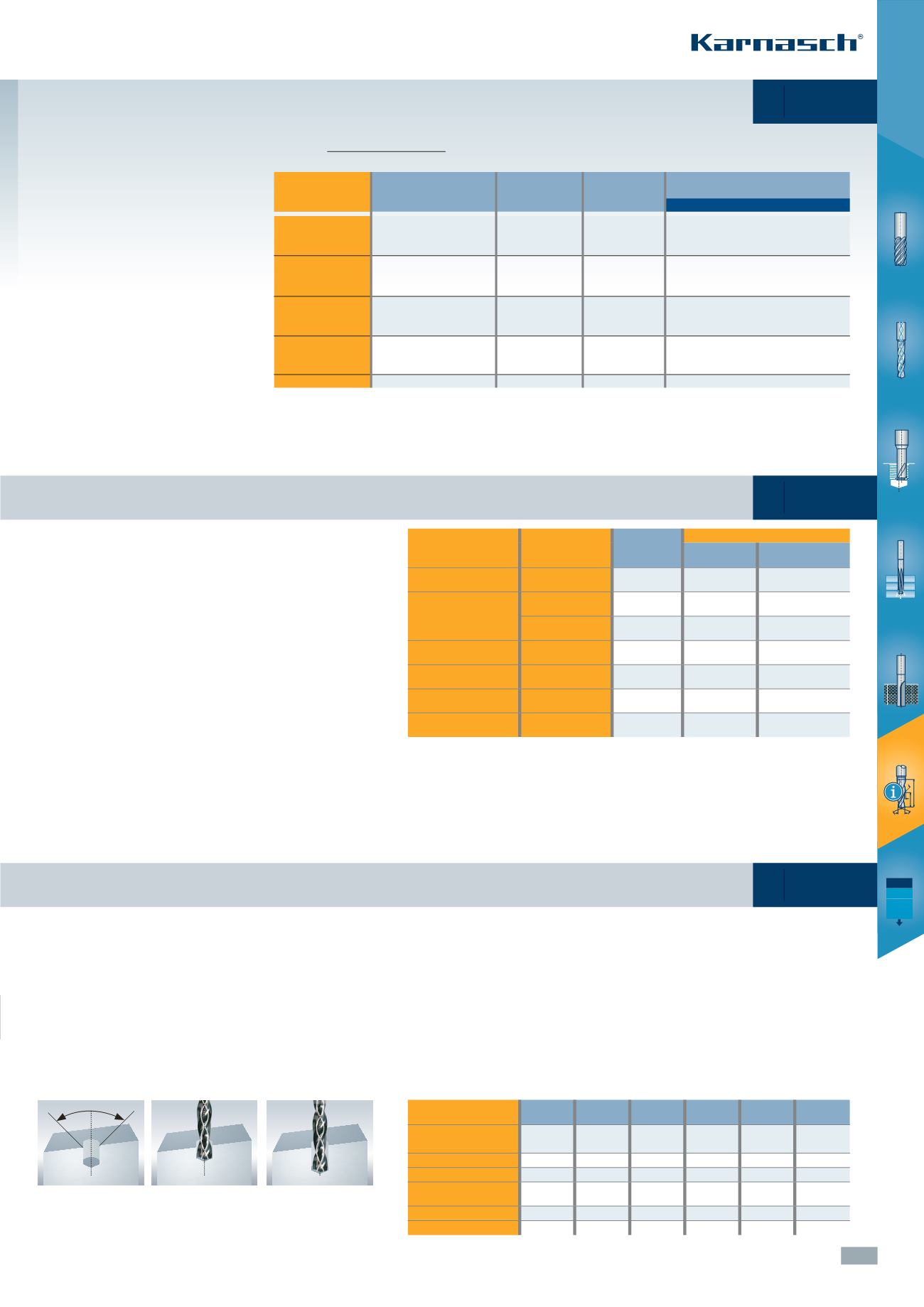
Karnasch Pilotbohrer
Art. 22 0321
Bohrer geführt in
Pilotbohrung
Kein messbarer
Übergang zur
Pilotbohrung
Wir empfehlen eine Pilotbohrung bei überlangen
Werkzeugen mit 18xD. Verwenden Sie für diese
Pilotbohrung die Art.-Nr. 22 0321 ohne Innenküh-
lung. Alternativ Art.-Nr. 22 0322 mit Innenküh-
lung in den kürzesten lieferbaren Ausführung.
Diese Pilotbohrer sind mit der Durchmessertole-
ranz m7 auf die überlangen Werkzeuge mit tol. h7
abgestimmt. Empfohlene Bohrtiefe der Pilotboh-
rung 3-5xD. Kühlmitteldruck 30-80 bar.
We recommended a pilot drilling for the excess
length tools art.-no. 22 0322 - 18xD. Please use
for the pilot drilling our art.-no. 22 0321 without
interior cooling. Alternative art.-no. 22 0322 with
interior cooling in the shortest l3 version. These
pilot drills are, with the diameter tolerance m7, to
the excess lenght tools with tolerance h7 coordi-
nated. Recommended drilling depht of the pilot
borehole 3-5xD. Coolant pressure 30-80 bar.
Kühlschmierung
Um optimale Ergebnisse zu erzielen, empfehlen wir Hochleistungs-Schneidöl zu
verwenden. Alternativ kann eine Emulsion mit EP-Zusätzen verwendet werden.
Cooling:
We recommend to use a high performance cutting oil to achieve a good perfor-
mance. You can use as an alternative emulsions with EP-contens.
Filterqualität:
Eine sehr gute Filterqualität ist bei kleinen Durchmessern unerlässlich.
Die Filter sollten die folgende Qualität haben:
Filter <0,01 mm für Bohrer <1mm
Filter <0,02 mm für Bohrer >1mm
Quality of the filtersystem:
A very good filtersystem is necessary by using such small diameter.
The filter should have the following quality:
Filter <0,01 mm for drill Ø <1mm
Filter >0,02 mm for drill Ø >1mm
Entspänen:
In einigen fällen ist ein entspänen notwendig. Dies ist abhängig vom Werkstoff. Als Richtli-
nie empfehlen wir:
bis 6xD Bohrtiefe: Kein Entspänen
bis 10xD Bohrtiefe: 0 - 2 mal Entspänen
bis 18xD Bohrtiefe: 0 - 4 mal Entspänen
bis 24xD Bohrtiefe: 0 - 6 mal Entspänen
bis 30xD Bohrtiefe: 0 - 8 mal Entspänen
Zum entspänen sollte der Karnasch-Bohrer ganz aus der Bohrung gefahren werden.
Chip removal:
In some cases it is necessary to remove the chips. This depends to the material: We recom-
mend as a guidline:
depth to 6xD: no pecking
depth to 10xD: 0 - 2 peckings
depth to 18xD: 0 - 4 peckings
depth to 24xD: 0 - 6 peckings
depth to 30xD: 0 - 8 peckings
The Karnasch drill should be withdrawn completely from the drill hole for pecking.
Werkstoffe
Work Material
Werkstoffgruppe
Material Group
Festigkeit in
N/mm
Ø 2.00–2.95
Cutting Speed
(m/min)
Feed (mm/rev)
Baustahl
Mild Steel
1.1
≤
600
60 (50–70)
0.10 (0.08–0.12)
Kohlenstoffstahl
Legierter Stahl
Carbon Steel
Alloy Steel
1.2–2.1–2.2
600–950
50 (40–60)
0.09 (0.06–0.12)
2.2–2.3–2.5–2.6 950–1200 50 (40–60)
0.07 (0.05–0.10)
Edelstahl
Stainless Steel
3.1
680
30 (20–40)
0.06 (0.04–0.08)
Guss
Cast Iron
7.1–7.2
≤
105 HB 50 (40–60)
0.09 (0.06–0.12)
Kugelgraphitguss
Ductile Cast Iron
7.4
≤
133 HB 50 (40–60)
0.07 (0.05–0.10)
Warmfeste Legierungen
Heat Ressistant Alloy
31–32
≤
280 HB 15 (10–20)
0.03 (0.01–0.05)
Werkstoffe
Work Material
Ø
mm
Bohrtiefe
mm
Vc
m/min
n
U/mm
f
mm/U
Vf
mm/min
C 45
C 45
1,0
1,0
10
10
60
60
18800
18800
0,05
0,10
950
1880
X 5 Cr Ni Cu Nb 16 - 4
2,0
24
42
6600
0,08
530
X 5 Cr Ni Mo 17122
2,0
20
65
10300
0,12
1230
99% Titan
(Dentalimplantat)
2,5
25
30
3800
0,015
57
42 Cr Mo 4
2,9
30
75
8200
0,09
740
Inconel 718
2,2
13
12
1700
0,05
85
Art. 100 101 102 7 6 5 4 3 2 1