

















 332 / 394
332 / 394

330
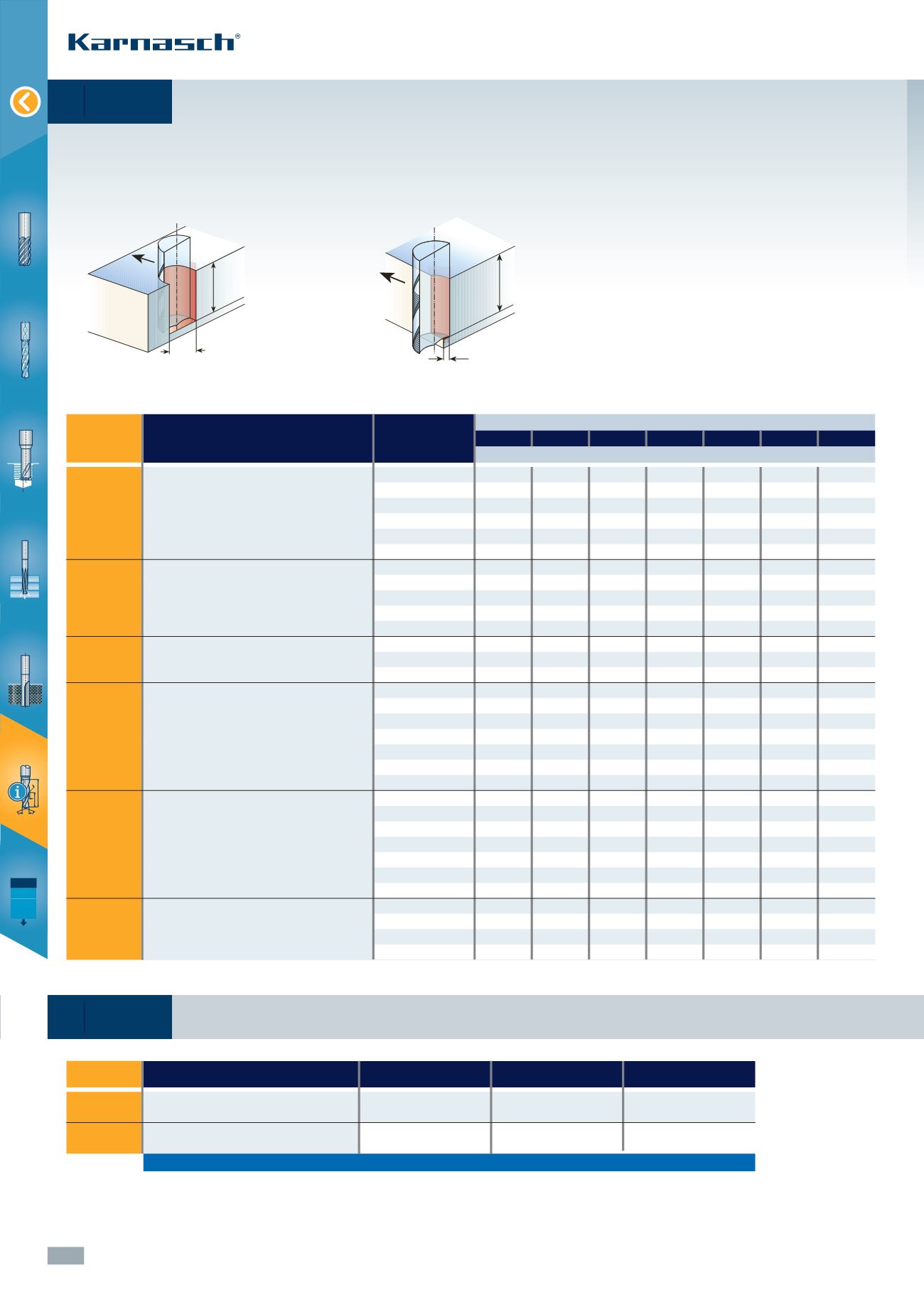
ap
ae
ap
ae
= < 0,3 x d
= < 1 x d
Art.
30 6215
Art.
30 7320
Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
Vc Schnittgeschwin-
Fräserdurchmesser/Dimension D in mm
Werkstoff / Material
digkeit · m/min.
3-4
5-6
8
10
12
16
20
Cutting speed
Vorschub pro Zahn/Feed per tooth fz mm
Aluminium/aluminium
- Knetlegierung nicht gehärtet
- Magnesium Knetlegierung
500 - 2000
0,03
0,04
0,06
0,07
0,08
0,10
0,12
-0,05
-0,08
-0,12
-0,15
-0,18
-0,20
-0,25
- wrought alloy, unhardened
- magnesium wrought alloy
Aluminium/aluminium
- Knetlegierung ausgehärtet
- Gußlegierung bis 6% Si
300 - 1000
0,03
0,04
0,06
0,07
0,08
0,10
0,12
- wrought alloy, hardend
-0,05
-0,08
-0,12
-0,15
-0,18
-0,20
-0,25
- casting alloy up to 6% Si
Aluminium/aluminium
- Gußlegierung über 6% Si
200 - 600
0,02
0,03
0,04
0,05
0,06
0,08
0,10
- casting alloy over 6% Si
-0,04
-0,06
-0,08
-0,10
-0,12
-0,15
-0,20
Kupfer/chopper
- unlegiert
- Knetlegierung nicht ausgehärtet
- Knetlegierung ausgehärtet
120 - 300
0,02
0,03
0,04
0,05
0,06
0,08
0,10
- unalloyed
-0,04
-0,06
-0,08
-0,10
-0,12
-0,15
-0,20
- wrought alloy, unhardened
- wrought alloy, hardend
Messing/brass
- Cu/Zn kurz- und langspanend
- Bronze CuSn kurz- und langspanend
100 - 600
0,01
0,02
0,03
0,05
0,06
0,08
0,08
- CuZn short- and long-chipping
-0,04
-0,06
-0,08
-0,10
-0,15
-0,18
-0,20
- bronze, CuSn short- and long-chipping
Faserverstärkte Kunststoffe
z.B.Kohlefaser
fiber reinforced plastic
e.g. carbon fibre
Kunststoffe
- Thermoplast, Duroplast
160 - 500
0,01
0,02
0,03
0,05
0,06
0,08
0,10
plastics
-0,04
-0,06
-0,08
-0,10
-0,12
-0,15
-0,20
- thermoplastic, duroplastic
Umfangfräsen/Schlichten
Circumference milling/Finishing
Nuten/Schruppen
Slot milling/Roughing
Die Schnittwerte gelten für:
ap = 1xD ae = 0,3 x D
Bei anderen Spanungsquerschnitten
Schnittwerte entsprechend anpassen.
Bei extra langer Ausführung sind die
Schnittwerte um 50 % zu reduzieren
Cutting data refers to:
ap = 1xD ae = 0,3 x D
For different cutting volumes, adjust
cutting data correspondingly.
For extra long design reduce cutting
data by approximately 50 %.
Aluminium, Messing
2000 - 4000
1000 - 3600
900 - 2000
Kupfer
1000 - 1500
800 - 1200
500 - 800
0,3 - 2,0
3,0 - 6,0
8,0 - 12,0
fz = 0,01 x d1
9.1
9.2
9.1
9.2
9.3
9.4
10.1
10.2
10.3
11.1
11.2
11.4
Werkstoffgruppe
Material group
9.1, 9.2, 10.2
10.1 - 10.3
Werkstoffgruppe
Material group
Empfohlene Schnittdaten für VHM • Alu-Highspeed • Fräser HSC
Recommended cutting data for solid carbide • alu-highspeed • end mills HSC
Empfohlene Schnittdaten für Einzahnfräser
Recommended cutting data for one-tooth end mill
Art. 100 101 102 7 6 5 4 3 2 1