

















 334 / 394
334 / 394

332
Art.
22 0392
Art.
Art.
22 0404
22 0530
Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
– Beim Anbohren Vorschub f (mm/U) mit Korrekturfaktor Kv multiplizieren
– Anbohren mit reduziertem Vorschub bis Werkzeug auf 0,25xD im ganzen
Ø schneidet
– Bei schrägem Anbohren: Zurückfahren mit doppeltem Vorschub f (mm/U)
– Nach dem Anbohren mit reduziertem Vorschub (Korrekturfaktor) wird mit
dem Vorschub f (mm/U) gemäß Schnittdatenempfehlung ohne Korrektur-
faktoren weitergebohrt.
– Auf ebenen Flächen (0°) empfehlen wir eine Pilotbohrung mit unserem
VHM-Bohrer 22 0405 / 22 0406.
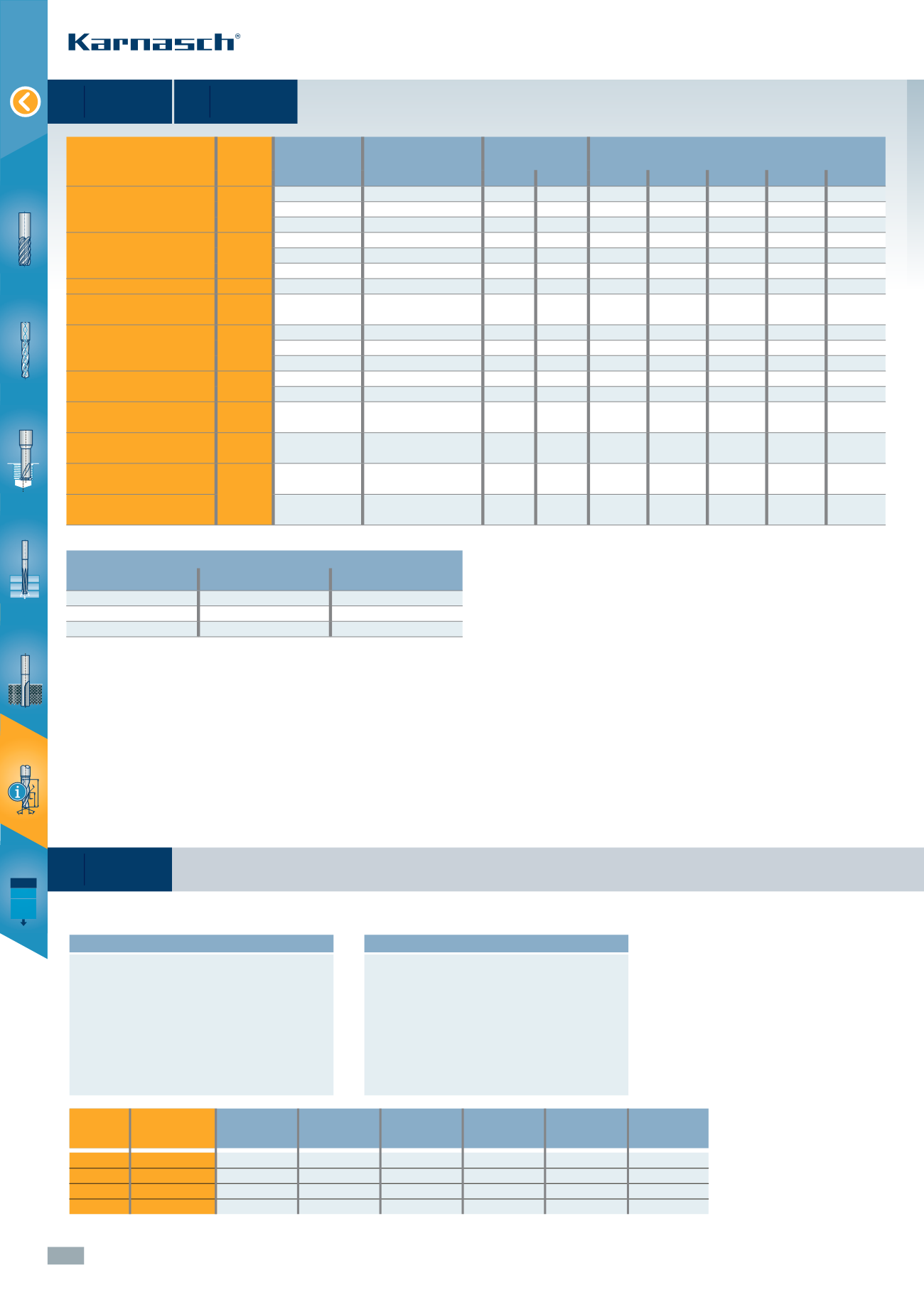
Werkstoffe
Work Material
Werkstoff-
gruppe
Material
Group
Festigkeit
[N/mm
2
]
Härte HB
Beispiele
Schnittgeschwindigkeit
v
c
[m/min]
Empfohlener Vorschub f [mm/U] für Durchmesserbereiche
22 0404 22 0530 3 bis 5 mm 5 bis 8 mm 8 bis 12 mm 12 bis 16 mm 16 bis 20 mm
Unlegierte Stähle,
Stahlguss
1.1–1.2
2.1–2.2
3–4–5
≤
600 N/mm
2
St37, St42, C22, GS38 75–95
0,08–0,14 0,12–0,20 0,15–0,25 0,16–0,28 0,20–0,32
≤
700 N/mm
2
St50, St60, C45, GS62 65–85
0,08–0,14 0,12–0,20 0,15–0,25 0,16–0,28 0,20–0,32
> 700 N/mm
2
St70, C70
60–80
0,08–0,15 0,12–0,22 0,15–0,28 0,16–0,30 0,20–0,33
Legierte Stähle
6–7
8–9
10–11
≤
900 N/mm
2
16MnCr5, 90MnCrV8 50–70
0,08–0,15 0,12–0,22 0,15–0,28 0,16–0,30 0,20–0,33
≤
1000 N/mm
2
100Cr6, 42CrMo4 40–60
0,08–0,12 0,10–0,15 0,11–0,20 0,12–0,24 0,14–0,25
> 1000 N/mm
2
X210Cr13, 34CrAlNi7 40–50
0,08–0,12 0,10–0,15 0,11–0,20 0,12–0,24 0,14–0,25
Inox
14.1–14.2
X5 CrNi 18 9 (V2A)
40–60
0,04–0,08 0,05–0,15 0,06–0,12 0,09–0,16 0,12–0,20
Rost- und säurebeständige
Stähle (Cr-Ni-legiert)
14.3–14.4
X10 CrNiMoTi 18 10,
G-X40 CrNi 27 4
40–50
0,03–0,06 0,04–0,08 0,05–0,10 0,06–0,12 0,06–0,12
Grauguss, legierter
Grauguss
15–16
≤
200 HB
GG10, GG15
80–110
0,08–0,20 0,12–0,25 0,16–0,32 0,20–0,36 0,24–0,40
≤
250 HB GG20, GG25, GTW40 70–100
0,08–0,15 0,10–0,20 0,12–0,28 0,16–0,32 0,20–0,36
> 250 HB GG30, GG40, GTS70 60–80
0,08–0,15 0,10–0,20 0,12–0,28 0,16–0,32 0,20–0,36
Sphäroguss, Vermikular-
guss, Temperguss
17–18
≤
600 N/mm
2
GGG40, GGG50
65–80
0,08–0,15 0,10–0,20 0,16–0,28 0,24–0,32 0,28–0,40
> 600 N/mm
2
GGG60, GGG70, GGV 60–75
0,06–0,12 0,08–0,15 0,14–0,25 0,20–0,28 0,24–0,32
Aluminium
(Si-Gehalt < 10%)
21–22
GD-AlSi9Cu3,
AlSi7Mg0,6
100–250 0,08–0,20 0,12–0,28 0,20–0,36 0,24–0,40 0,28–0,44
Aluminium
(Si-Gehalt > 10%)
23–24
25.1
GD-AlSi12(Cu),
AlSi17Cu4Mg (Alusil)
100–160 0,08–0,20 0,12–0,28 0,20–0,36 0,24–0,40 0,28–0,44
Kupfer
26–27–28
G-CuZn15, CuZn37,
CuSn8
100–200 0,08–0,20 0,12–0,28 0,20–0,36 0,24–0,40 0,28–0,44
Messing, Bronze
G-CuZn15, CuZn37,
CuSn8
100–180 0,08–0,20 0,12–0,28 0,20–0,36 0,24–0,40 0,28–0,44
Korrekturfaktoren Kv für f (mm/U) beim Anbohren
Neigung
Werkstückoberfläche
Kv
3xD
Kv
5xD
15°
0,5
0,25
30°
0,4
nicht empfehlenswert
45°
0,25
nicht empfehlenswert
Richtwerte für den Einsatz von Karnasch VHM-Hochleistungsflachkopfbohrer für Aluminium
und Stahl < 5xD mit Innenkühlung
9.1
Al Mg 1
< 250
180 - 230
0,05 - 0,160
0,20 - 0,30
0,30 - 0,60
0,30 - 0,60
9.2
Al Mg Si 1
< 350
150 - 200
0,05 - 0,160
0,20 - 0,30
0,30 - 0,60
0,30 - 0,60
9.3
G Al Si 11
< 250
140 - 180
0,08 - 0,200
0,25 - 0,45
0,20 - 0,40
0,20 - 0,40
9.4
G Al Si 7 Mg
< 450
120 - 160
0,08 - 0,200
0,25 - 0,45
0,20 - 0,40
0,20 - 0,40
Werkstoff- Werkstoff
Festigkeit
Schnittgeschwin-
gruppe
N/mm
2
digkeit Vc
Ø < 3
Ø 3 - 6
Ø 6 - 10
Ø 10 - 12
(m/min)
Bohrstrategie
TESTERGEBNIS: Material 3.2315 Al Mg Si 1 / Bohrtiefe 180 mm Ø 6
Pilotbohrer Art. 22 0409 /
Ø 6,0 tol. m7 x 35 (5xD)
Vc
= 280 m/min
n
= 15000 min
1
f
= 0,2 mm/U
ap
= 2 x D (12mm)
Emulsion/Kühlmitteldruck 70bar
Bohrstrategie
Tieflochbohrer Art. 22 0392 /
Ø 6,0 tol. h7 x 180 (30xD)
Vc
= 120 m/min
n
= 6300 min
1
f
= 0,2 mm/U
ap
= 30 x D (180 mm)
Emulsion/Kühlmitteldruck 70bar
Richtwerte für den Einsatz der KARNASCH VHM-Hochleistungsbohrer mit Innenkühlung
Recommended cutting data for solid carbide twist drill, with interior cooling supply
Art. 100 101 102 7 6 5 4 3 2 1