

















 336 / 394
336 / 394

334
5000
1 2 3 4 5 6 7 8 9
10
11 12
10000
15000
20000
= 125
= 170
= 200
= 220
= 250
l3
l3
l3
l3
8000
l3
l3
= 100
l3
Weitere Informationen erhalten Sie telefonisch unter
+49 6203-4039-0
oder schreiben Sie eine Mail an
info@karnasch.tools.
For more informations please call
+49 6203-4039-0
send a mail to
info@karnasch.tools.
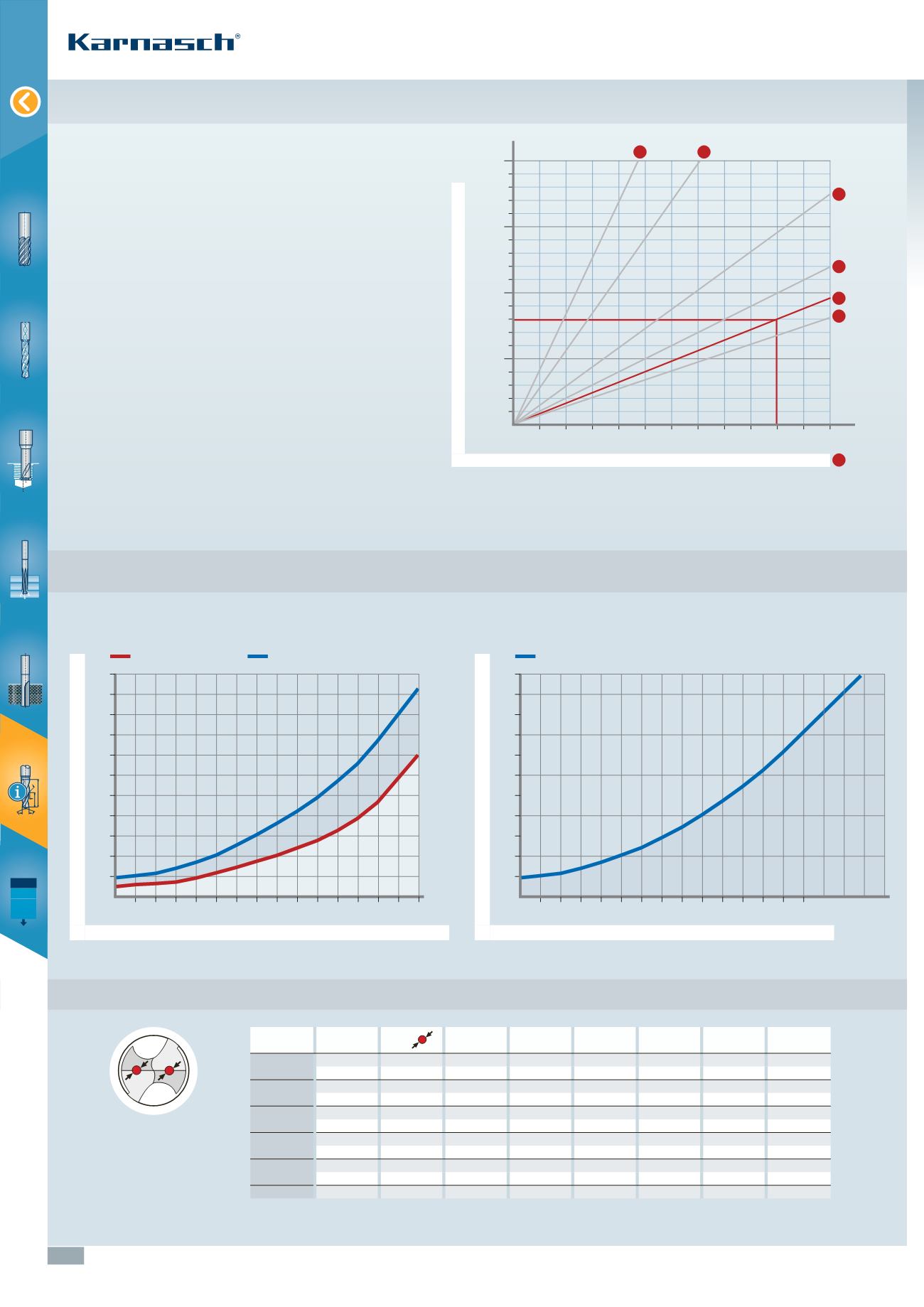
Drehzahl in Abhängigkeit von Durchmesser und Auskraglänge l3
Überhöhte Drehzahlen können im Extremfall durch Zentrifugalkräfte
zum Werkzeugbruch führen. Zu hohe Anfangsbeschleunigung sowie
plötzliche Richtungsänderungen dieser überlangen schlanken Werk-
zeuge sind zu vermeiden.
Karnasch empfiehlt daher Drehzahlkritische Bereiche nicht zu über-
schreiten (siehe Tabelle).
The drill speed is dependent on the diameter and protection length l3
Excessive drill speeds could result in the tool breaking through the
centrifugal force created. You should avoid drastically increasing the
speed of the drill from the outset, as well as abruptly changing the
direction of these long, slender tools.
Karnasch therefore recommends that you do noot exceed the critical
speed ranges (see the tables).
Beispiel:
Durchmesser d1 = 10 mm
Auskraglänge l3 = 220 mm
Drehzahlkritischer Bereich max. 8000 min -1
Kühlmittel-Durchflussmenge / Emulsion
Information zum Einsatz der Karnasch VHM-Hochleistungsbohrer mit Innenkühlung < 40xD
Bohrstrategie von Karnasch – VHM- Bohrer bis 12 mm Durchmesser und über 18xD Auskraglänge l3
Drilling strategy from Karnasch – VHM drill bits up to 12 mm in diameter and in excess of 18xD protection length l3
0,5
3,5
Werkzeugdurchmesser mm
4 5 6 7 8 9 10 11 12 13 14 15 16
1
2
3
4
5
6
7
8
9
10
10
20
30
40
50
60
Ölverbrauch (ml/h)
Luftverbrauch (m
3
/h)
3,5
Werkzeugdurchmesser mm
Volumenstrom
4 5 6 7 8 9 10 11 12 13 14 15 16
5
10
15
20
25
Emulsion oder Öl (l/min)
Mindest-Kühlmitteldruck 50 bar
Kühlschmierstoffmengen bei der
MMKS-Bearbeitung
Kühlschmierstoffmengen bei
konventioneller Kühlung
70
80
90
100
110
20
17 18 19 20
d1
d2
Ø
10 Bar
20 Bar
30 Bar
40 Bar
50 Bar
60 Bar
6
3,0 - 6,0 0,20
0,6
0,9
1,1
1,3
1,4
1,6
6
3,0 - 6,0 0,50
1,6
2,3
2,8
3,2
3,6
3,9
8
6,1 - 8,0 1,00
3,2
4,5
5,5
6,4
7,1
7,8
10
8,1 - 10,0 1,40
4,5
6,3
7,7
8,9
10,0
11,0
12
10,1 - 12,0 1,60
5,1
7,2
8,9
10,2
11,4
12,5
14
12,1 - 14,0 2,00
6,4
9,0
11,1
12,8
14,3
15,6
16
14,1 - 16,0 2,50
8,0
11,3
13,8
16,0
17,9
19,6
18
16,1 - 18,0 2,80
8,9
12,6
15,5
17,9
20,0
21,9
20
18,1 - 20,0 3,00
9,6
13,5
16,6
19,2
21,4
23,5
25
20,1 - 25,0 3,00
9,6
13,5
16,6
19,2
21,4
23,5
32
25,1 - 32,0 3,00
9,6
13,5
16,6
19,2
21,4
23,5
Werkzeugdurchmesser mm
min -1
Auskraglänge
Art. 100 101 102 7 6 5 4 3 2 1