

















 337 / 394
337 / 394

335
Art.
22 0390
Wir empfehlen bei diesen High-Speed-Tieflochbohrern der Serie 22 0390 eine
Pilotbohrung vorzunehmen. Verwenden Sie bevorzugt ein Werkzeug mit 3xD
Bohrtiefe (22 0405) oder alternativ bis 5xD Bohrtiefe mit Innenkühlung.
Der Spitzwinkel von 140° sowie die Durchmessertoleranz m7 sind darauf
abgestimmt. Ein Mindestkühlmitteldruck von 30 bar ist ausreichend. <20xD
über 20xD 50 bar.
Jetzt mit 22 0390 anbohren (ca. 1-2xD) mit reduzierter Vorschub- und Schnitt
geschwindligkeit ca. 40-50% der empfohlenen Werte. Danach ohne Unter
brechung die Vorschub- und Schnittgeschwindigkeit auf die empfohlenen
Richtwerte erhöhen. Diese Bohrstrategie sollte ohne lüften oder Vorschub
unterbrechung erfolgen.
Nach Erreichen der Bohrtiefe ist die Drehzahl auf ca. 30% zu reduzieren, um
aus der Bohrung heraus zu fahren. Auch ein Stillstand der Spindel kann im
Extremfall von Vorteil sein. Unser Nachschleifservice garantiert Ihnen kurze
Lieferzeiten mit 100% Standzeitgarantie.
We recommend that you drill a pilot hole when using series 22 0390 high-
speed, deep hole drill bits. Preferentially you should use a tool with 3xD
drilling depth (22 0405), or alternatively up to 5xD drilling depth with internal
cooling. The point angle of 140° as well as the diameter tolerance m7 are
aligned. A minimum coolant pressure of 20-30 bar is sufficient.
Now drill using the 22 0390 series (approx. 1-2xD), with a reduced feed rating
and cutting speed of approx. 40-50% of the recommended value. Then
increase the feed rating and the cutting speed, without interruption, to the
recommended benchmarks. The drilling strategy should be conducted with-
out ventilation of interrupting the feed rate.
After reaching the desired drilling depth, the drill speed should be reduced to
approx. 30% in order to extract the drill from the hole. The drill being com-
pletely still can be an advantage in extreme cases. Our regrinding service
ensures short delivery times and a 100% lifetime guarantee.
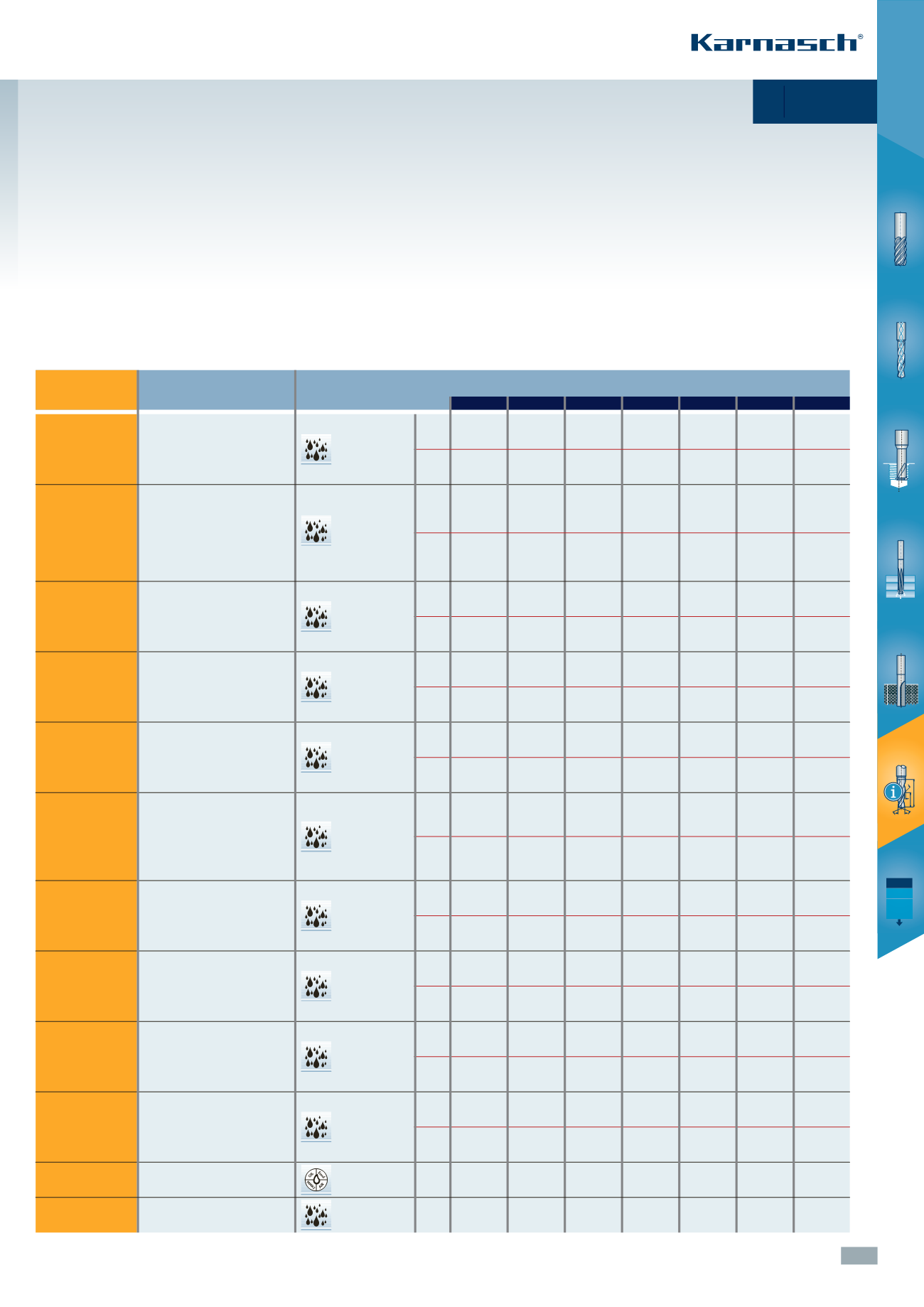
Richtwerte für den Einsatz von KARNASCH VHM-Hochleistungsbohrern mit Innenkühlung <40xD
Recommended cutting conditions for Karnasch solid carbide drills <40xD
EN-GJS-800-8 (ADI800)
0,10
0,12
0,13
0,16
0,20
0,22
0,25
ADI
EN-GJS-1000-5 (ADI1000)
800 - 1400 N
EN-GJS-1200-2 (ADI1200)
Vc 70 - 90
EN-GJS-1400-1 (ADI1400)
0,12
0,15
0,16
0,20
0,25
0,28
0,30
EN-GJV250 (GGV25)
EN-GJV350 (GGV35)
0,12
0,15
0,16
0,20
0,25
0,28
0,30
7.3
EN-GJV400 (GGV40)
EN-GJV500 (GGV50)
Vc 80 - 100
Si Mo 6
0,16
0,18
0,20
0,25
0,32
0,38
0,40
0.7040 / GGG 40
7.3
0.7050 / EN-GJS-500-7 (GGG50)
0,12
0,15
0,16
0,20
0,25
0,28
0,30
7.4
0.7070 / EN-GJS-700-2 (GGG70)
7.5
0.8035 / EN-GJMW-350-4 (GTW35)
Vc 80 - 100
7.6
0.8170 / EN-GJMW-700-2 (GTS70)
0,16
0,18
0,20
0,25
0,32
0,38
0,40
0.6010 / EN-GJL-100 (GG10)
0.6020 / EN-GJL-200 (GG20)
0,12
0,15
0,16
0,20
0,25
0,28
0,30
7.1
0.6025 / EN-GJL-250 (GG25)
7.2
0.6030 / EN-GJL-300 (GG30)
Vc 90 - 120
0.6035 / EN-GJL-350 (GG35)
0,16
0,18
0,20
0,25
0,32
0,38
0,40
0.6040 / EN-GJL-400 (GG40)
1.1750 / C75W
1.2067 / 102 Cr 6
0,08
0,10
0,11
0,12
0,15
0,18
0,20
1.2080 / X210 Cr 12
2.1
1.2083 / X42 Cr 13
1.2343 / X38 Cr Mo V5
Vc 60 - 80
1.2419 / 105 WCr 6
0,16
0,18
0,20
0,25
0,30
0,35
0,40
1.2767 / X45Ni Cr Mo 4
1.8540 / 34 Cr Al 6
0,08
0,10
0,11
0,12
0,15
0,18
0,20
2.2
1.8519 / 31 Cr MoV 9
1.8550 / 34 Cr Al Ni 7
Vc 70 - 90
0,16
0,18
0,20
0,25
0,30
0,35
0,40
1.5752 / 14 Ni Cr 14
0,08
0,12
0,14
0,16
0,20
0,25
0,27
2.1
1.7043 / 38 Cr 4
2.2
1.7131 / 16 Mn Cr 5
Vc 70 - 90
1.7264 / 20 Cr Mo 5
0,15
0,18
0,20
0,25
0,30
0,35
0,40
50 Mn Si 3
36 Ni Cr 6
0,08
0,12
0,14
0,16
0,20
0,25
0,27
1.3
38 Cr 2
28 Cr 4
Vc 80 - 100
41 Cr 4
0,15
0,18
0,20
0,25
0,30
0,35
0,40
42 Cr Mo 4
C22
C45
C60
0,08
0,12
0,14
0,16
0,20
0,25
0,27
1.2
C30E
C45E
Vc 80 - 100
C 60 E
100 Cr Mn 6
0,15
0,18
0,20
0,25
0,30
0,35
0,40
43 Cr Mo 4
3,0
4,0
5,0
6,0
8,0
10
12
Werkstoffgruppe
Beispiele DIN-EN
Schnittgeschwindigkeit
Vorschub pro Umdrehung (mm/U) bezogen auf den Bohrdurchmesser
Material group
Vc m/min
115 Mn Pb 30
46 S 20
0,08
0,12
0,14
0,16
0,20
0,25
0,27
1.1
60 S 20
115 Mn 37
Vc 80 - 110
46 Pb 20
0,15
0,18
0,20
0,25
0,30
0,35
0,40
TOOLOX 33
Vc 40 - 50
0,08
0,10
0,15
0,18
0,20
0,22
0,25
HB 280-330/≈27-33 HRC
TOOLOX 44
Vc 30 - 40
0,08
0,10
0,14
0,16
0,18
0,20
0,22
HB 410-475/≈41-47 HRC
Min.
Max.
Min.
Max.
Min.
Max.
Min.
Max.
Min.
Max.
Min.
Max.
Min.
Max.
Min.
Max.
Min.
Max.
Min.
Max.
Min.
Max.
Art. 100 101 102 7 6 5 4 3 2 1